
プロが必ずやっている配管溶接のしかた
ものづくりだより310号
おはようございます。溶接管理技術者の上村昌也です。
いつもより少し大きめで、SGP配管での製作なので
溶接のためクロカワを除去する作業があり
ステンレスより手間がかかりました。
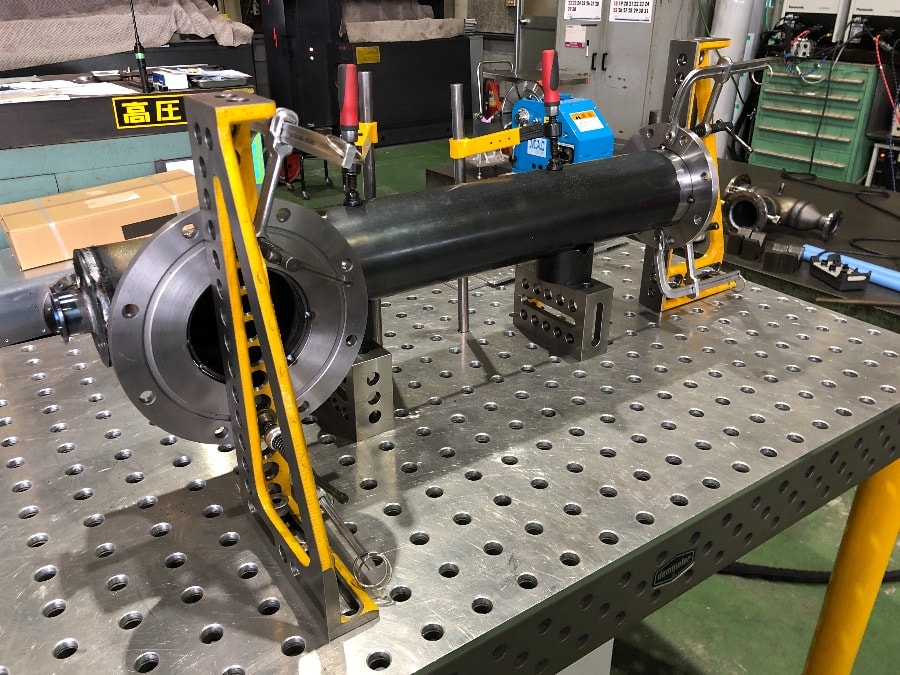
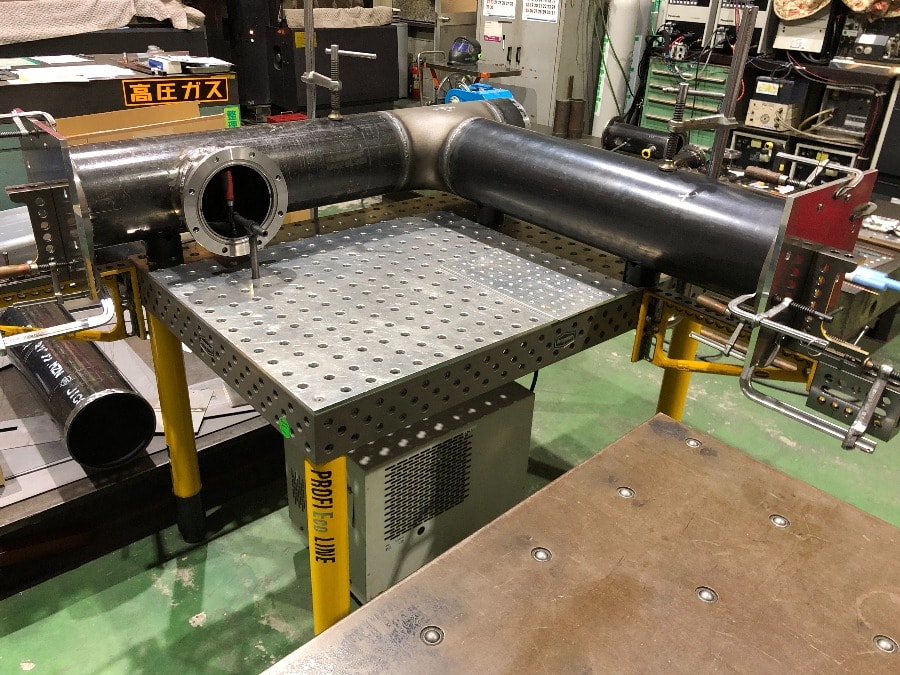
デメラー3Dテーブルサイズ以上でしたが、
アタッチメントシステムにて延長して配管を
固定できたので、思い通りの加工ができました。
SGP200A配管工法
・SGP200A配管を溶接部の健全化のために
クロカワをサンダーで除去しました。
・接合箇所にネルタックスを塗布しブローホール対策
・デメラー3Dテーブルにて、組立を行いました。
・Tigにて溶接を行いましたが、ネルタックスを塗布しているので
溶接はスムーズに湯流れよく進んでくれます。ここで注意ですが
ネルタックスを使わないと、溶融池が思い通りに前進してくれません。
溶接をされている方だとおわかりですが、SS材は溶融池が広がって
思い通りに溶接ができないことがありますよね。
パラメーター
電源装置:Panasonic YC-300BP4 直流
溶接電流: 150A
交流周波数:NA
溶加棒: TG-S50 φ2.4,3.2
電極: レアアースタングステン
シールドガス : Ar
予熱 : NA
まとめ
SGP200A配管とフランジとの組み合わせで
組み立てていくわけですが、今回はデメラー3Dデーブルと
アタッチメントシステムが上手く使えたので、フランジの
面出しがしやすかったのが、生産性の向上につながりました。
やっぱり道具ですね。今回はつくづく考えさせられました。
デメラーのサイト
日本輸入元 テンポスさん
http://www.tempos.tokyo/demmeler.html
プロが必ずやっている配管溶接のしかた




Copyright© 2020 Kamimura corporation All rights Reserved
著作権は株式会社上村製作所 上村昌也に帰属。無断転載禁止
コメント