
高品質ステンレスマニホールド製作の秘訣|精密溶接技術と水圧試験の全工程を公開
ものづくりだより261号
おはようございます。溶接管理技術者の上村昌也です。
【はじめに】
- この記事では、ステンレスマニホールドの製作技術に焦点を当て、高品質な製品を生み出すための重要なポイントを解説します。特に、試験機部品として使用されるマニホールドの製作プロセス、溶接技術、そして品質を保証するための水圧試験について詳しく説明します。この記事は、板金加工や溶接業者を探しているBtoB・BtoCの読者層に向けて、専門的な知識と実践的なアドバイスを提供することを目的としています。
【材料と加工】
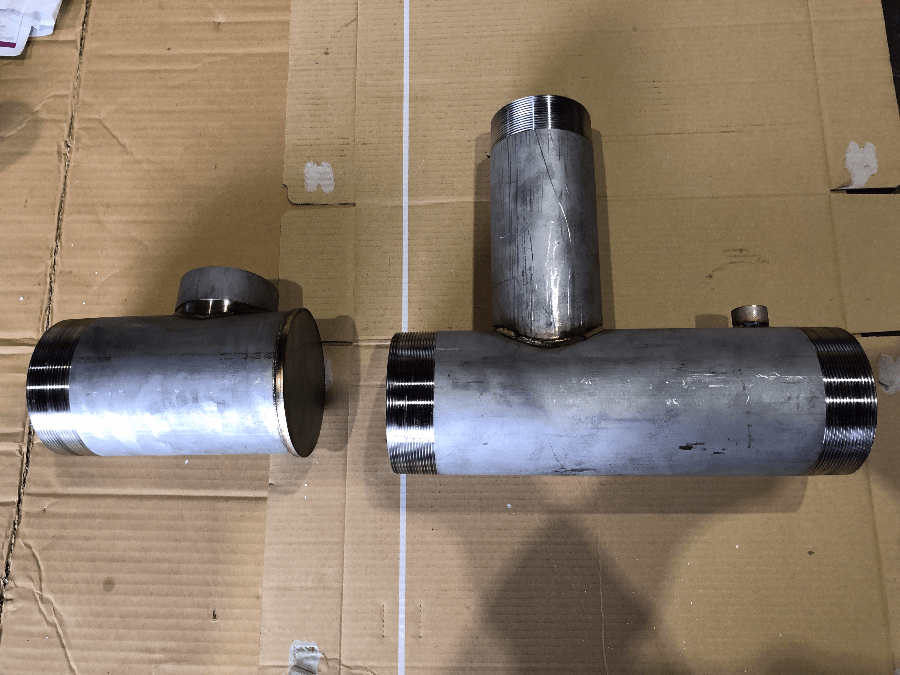
- 使用材料はSUS304の2’1/2と3’の溶接用鋼管、そしてテーパーソケットです。これらの材料は、耐食性と強度に優れており、試験機部品としての使用に最適です。
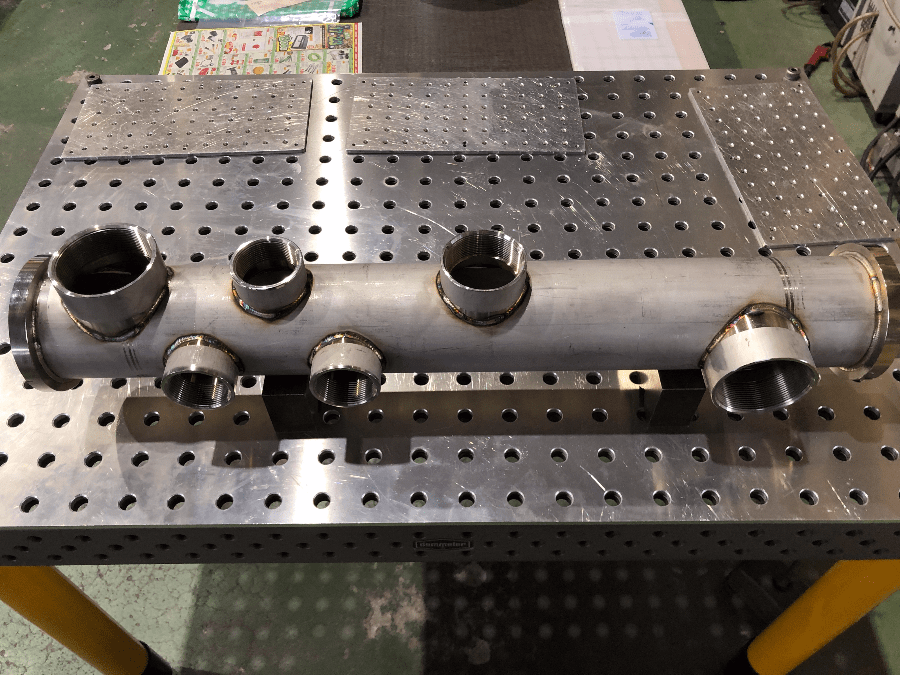
- 加工工程では、3in-2’1/2ソケットのマニホールドを製作します。特に、枝管が主管の内面に沿った形状で接合される設計であり、この複雑な形状を実現するために、機械加工とワイヤーカットが用いられます。
- 径の大きいパイプの加工では、機械加工による精密な削り出しが不可欠です。また、ソケットの形状もワイヤーカットによって正確に合わせることで、後の溶接作業がスムーズかつ高精度に行えます。
【溶接技術】
- 溶接には、Panasonic YC-300BP4直流溶接機を使用し、溶接電流は115Aに設定します。溶加棒にはSUS308Lを使用し、電極は
レアアースタングステン、シールドガスにはAr-H2を使用します。これらの設定は、ステンレス鋼の溶接において最適な結果を得るためのものです。 - 特に重要なのは、枝管と主管の接合部分の溶接です。この部分では、高い技術が要求され、精密な溶接が品質を大きく左右します。
【水圧試験】
- 溶接後の品質を保証するために、水圧試験を実施します。仕様書によれば、1MPaの圧力で1時間保持し、溶接部に漏れがないかを確認する
必要があります。 - 試験中、圧力の安定には時間がかかることがありますが、これは漏れがないことの証です。メーターの針が安定した後、1時間の測定を行い、
漏れがないことを確認します。 - 水圧試験は、マニホールドの品質を保証する上で不可欠な工程であり、顧客に安心して製品を提供するための重要なステップです。
【まとめ】
- この記事では、ステンレスマニホールドの製作過程、特に溶接技術と水圧試験の重要性について詳しく解説しました。高品質なマニホールド製作には、適切な材料選定、精密な加工技術、そして高度な溶接技術が不可欠です。
- 水圧試験による品質保証は、顧客に信頼性のある製品を提供するために重要です。これらの工程を適切に実施することで、高品質なステンレスマニホールドを製作できます。
- この記事が、板金加工や溶接業者を探しているBtoB・BtoCの読者層にとって、有益な情報源となることを願っています。
株式会社上村製作所
[電話番号]075-982-2931
[お問合せはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
この3in配管の水圧試験には手こずりました。漏れない様にパイプエンドにキャップをするわけですがキャップを締め付けるのが非常に力がいるのと外す時に焼きつきを起こさない様 工夫する必要がありました。
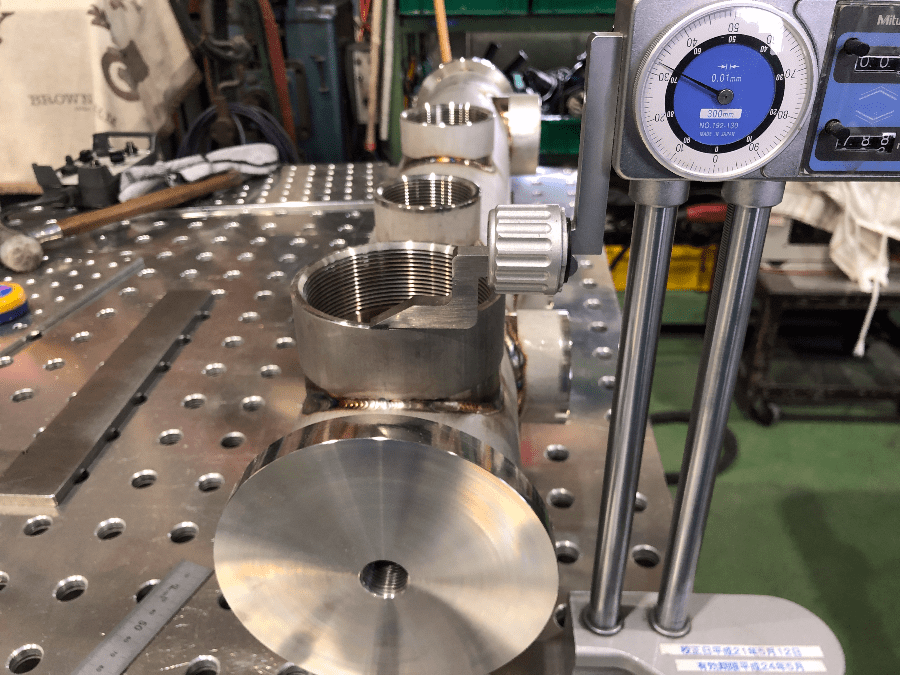
3inのソケットの高さ測定中
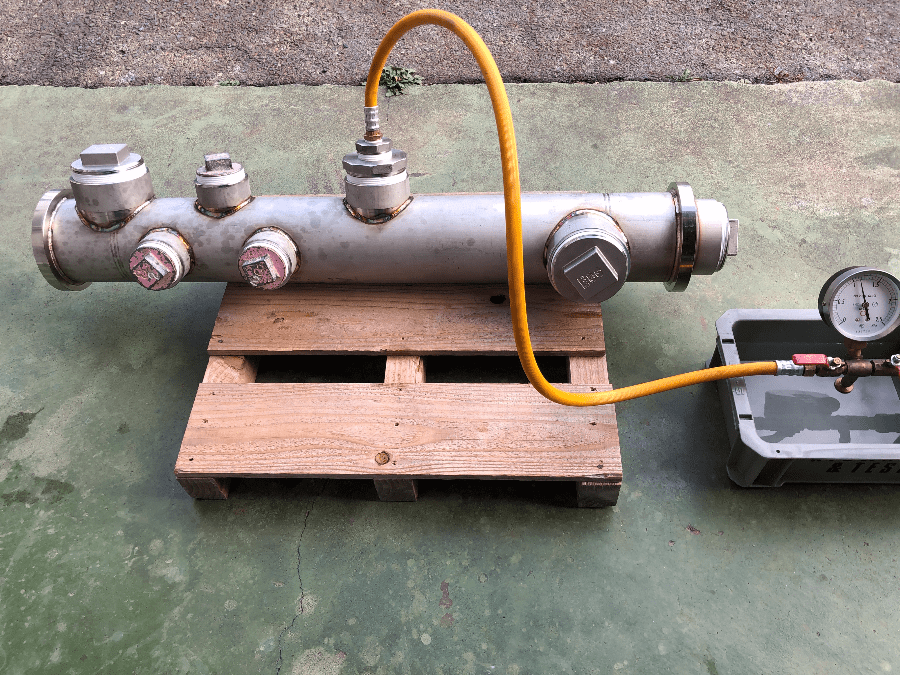
耐圧試験の様子。水圧1.0Mpa各部より漏れがないかを試験中。
#アルミ溶接 #修理 #アルミフレーム溶接
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント