ジュラルミン精密板金・溶接|航空機品質の高強度・軽量素材
ジュラルミン(2000系アルミ合金)は、航空機やモータースポーツ、輸送機器、精密機械部品などに幅広く採用される高強度・軽量素材です。
当社では、難加工とされるジュラルミンの精密板金・溶接を、高度な技術と設備で一貫対応。BtoBのパートナーとして、設計段階から製造まで柔軟にサポートいたします。
ジュラルミン加工・溶接の強み
- 航空・宇宙・輸送機器向けの難加工実績多数
- 2000系特有の割れ対策を考慮した溶接技術
- 薄板から厚板まで多様な板厚に対応
- 小ロット・短納期にも柔軟に対応
対応可能な材質と用途
代表的な材質:A2017、A2024、A7075 など
※A7075は弊社では溶接対応が致しかねます。
用途例:航空機構造材、輸送機部品、モータースポーツ用部品、精密機械部品
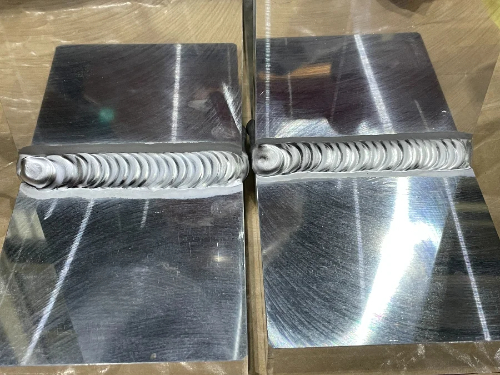
ジュラルミン溶接の施工事例
当社のジュラルミン溶接技術を活かしたA2017溶接事例を以下でご紹介しています。
実際の難加工ポイントや施工のコツをご覧いただけます。
▶ A2017ジュラルミン溶接事例|高強度材の施工ポイント
ジュラルミン(2000系アルミ合金)の溶接は、割れの抑制や適切な溶加棒選定が非常に重要です。
当社の事例では、A2017を使用した溶接条件、予熱方法、割れ防止策などを実際の加工現場の流れと共に解説しています。
航空・輸送機器部品の高品質製造におけるポイントを是非ご確認ください。
ご相談・お見積り
ジュラルミン精密板金・溶接に関するご相談は、お気軽にお問い合わせください。
材料調達から試作、量産まで、御社のモノづくりを全力でサポートいたします。
関連サービス
▶ アルミ精密板金・溶接はこちら(軽量化部品・難加工に強み)
▶ ステンレス精密板金・溶接はこちら(美観・耐食性に優れた仕上がり)
▶ チタン精密板金・溶接はこちら(高級品に求められる高耐食性)
▶ 航空機品質を支えるジュラルミン溶接技術(航空機品質の高強度・軽量素材)
参考文献
- JIS Z 3604
- 溶接・接合技術
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止