
CMT溶接への道 4
ものづくりだより349号
おはようございます。溶接管理技術者の上村昌也です。
今回はCMTトーチではなく通常のプッシュトーチにて
パルス溶接を試験してみました。
愛知産業さんに指導を受けましたが社内だけでやるのは
初めてなので、設定条件が不安でした。
試験材料は
SS400 T=12mm STKR400 75×75 T=6mm
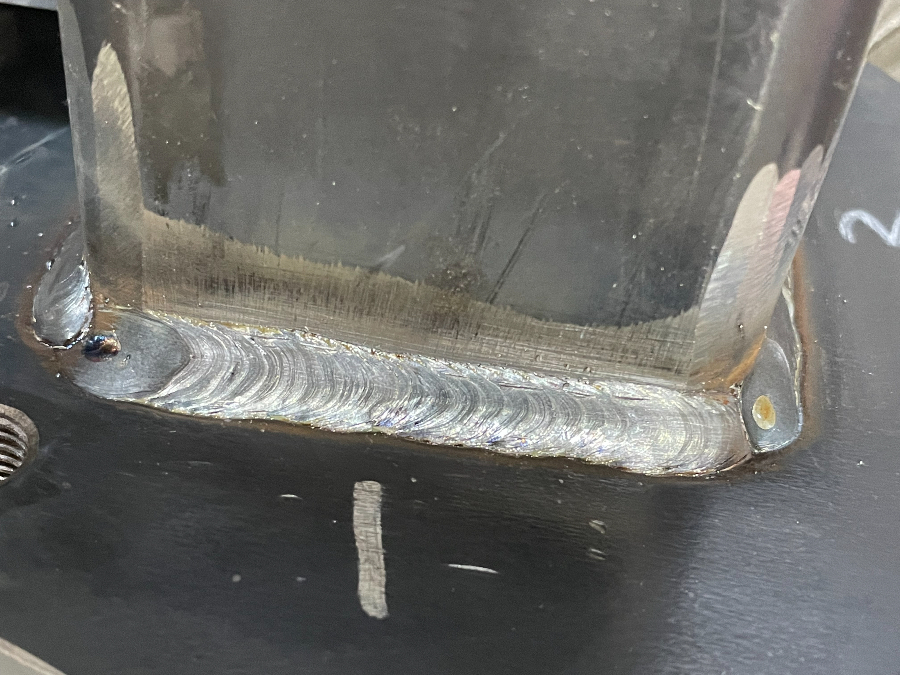
今までの経験値でパラメーターを決めて実験を
開始してみたところ偶然にもスパッタがほとんで
飛ばずに満足のいく溶接ができました。
その条件をジョブに記憶させて翌日に実験を
同じ材料、同じ条件にて再現しました。
前回愛知産業さんに作業を開始前にR/L調整を
測定すると、より良い条件が設定されるので
必ず行なってくださいと、指導されていました。
なので、翌日最初のアークを出す前にR/L調整測定を
行いデータを採取しました。
※R/L調整とは材料により抵抗値を測り
最適な条件を決定してくれる測定作業のこと
測定後、実験を開始しました。
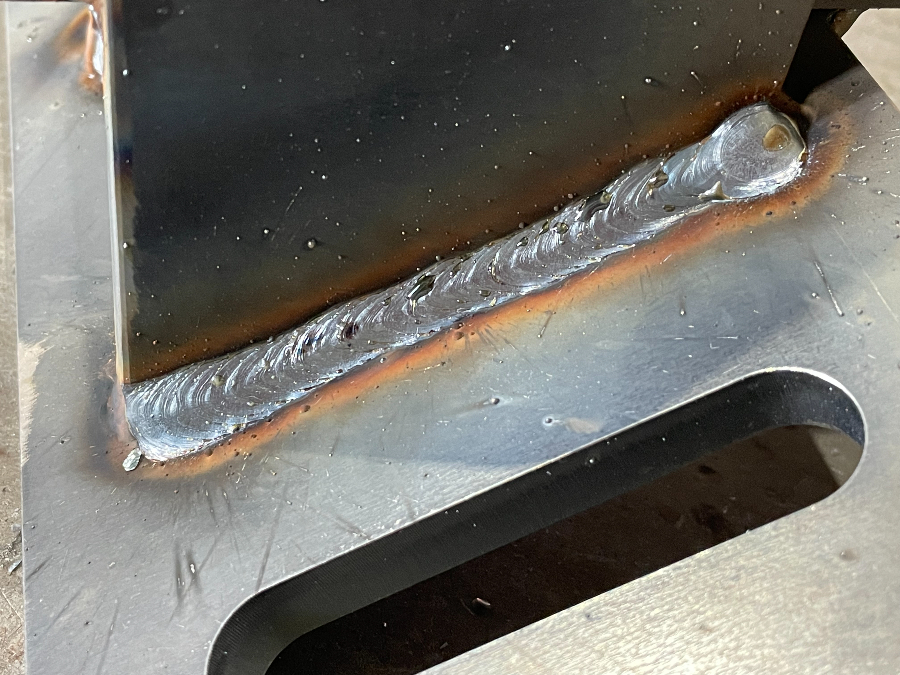
なんと、溶接を始めたらとんでもなくスパッタが
飛びまくりです。どうしてかパラメーターを色々確認しましたが
特におかしな数値が入力されたわけではありません。
しどろもどろ考えた結果、前回の条件決定時にR/L調整をせずに
溶接を行なっていた事が判明しました。
こうゆうこともあるのですね。R/L調整をルーチン化するように
習慣付けが必要です。
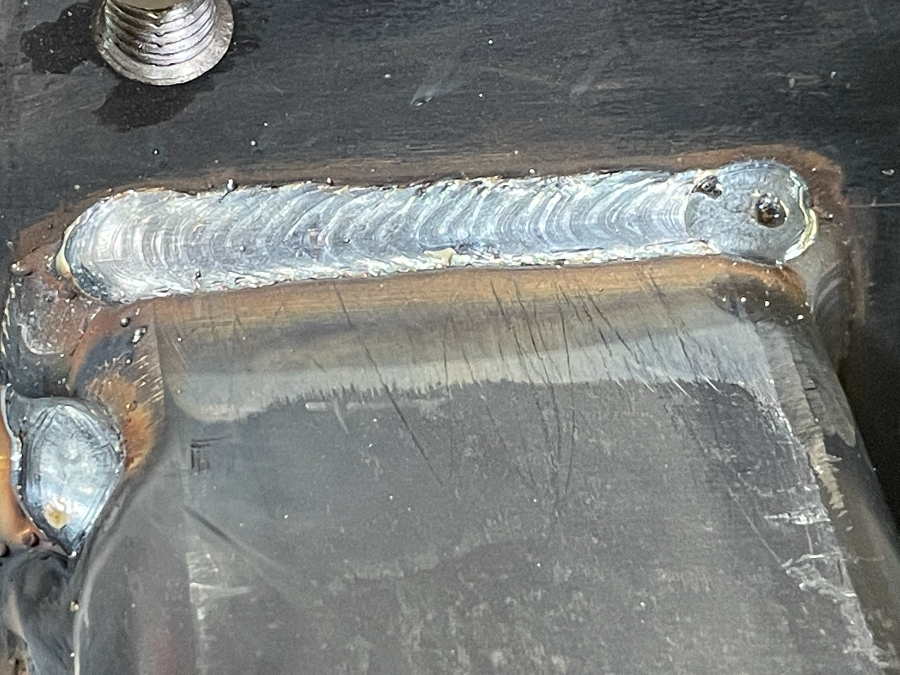
そんなわけで再度やり直したところ、かなり要条件が
わかってきました。もう少しってところですかね。
画像をご覧ください。
実験後、偶然にも愛知産業の松本さん、有吉さんが立ち寄ってくれました。
今回の経緯を詳しく説明し再度、条件出しのコツをじゅ伝して頂きました。
参考

© 2021 KAMIMURA Corporation. All Rights Reserved.
コメント