
【CMT溶接とは】TIG溶接との違いを実験比較で解説|上村製作所
ものづくりだより343号
おはようございます。溶接管理技術者の上村昌也です。
CMTってどうゆう意味なん?知り合いから質問されました。
CMT溶接とは?
『コールドメタルトランスファー』の略で、ワイヤーを出したり引いたりしながら、超精密波形制御で母材に低入熱で溶接できるシステムのことです。(CMT溶接工法又は抵入熱溶接工法)
通常のMIG溶接はプッシュ方式ですが、CMTはプッシュ・プル方式。凄い!
秘密はトーチの手元にも超小型の送給装置が内蔵されていて、正転・逆転に対応。さらにケーブル中程の「ブーメラン」とセットで稼働します。
CMT溶接の要「ブーメラン」を吊れるよう、ステンレス製のスタンドを自作。スプリングバランサーで吊る装置を構築しました。
弊社はロボットではなく半自動工法のため、このような工夫が必要になります。
これで準備は万端。TIGに遜色ないCMT溶接を実現します!
【参考リンク】
愛知産業|CMTとは?
大陽日酸ガス&ウエルディング

走給部の画像です。ブーメランをワイヤーで吊り下げています。

これがCMTのメカの心臓部分(CMTの象徴)

ガン式のトーチがコチラ。コチラにも走給装置が内蔵されています。ちょっと重いです。

全体像です。キャスターがついているので便利です。
【導入後1年使ってみて】
最新型デジタル溶接機「TPS/i + CMT500」を導入して1年が経ちました。主にアルミMIG溶接の生産効率向上を目的としています。各板厚の実験結果は次のとおりです。
2.0mm板材の実験
【実験概要】
材料:A5052 T=2.0mm、50×250mm
溶接方法:隅肉溶接
溶加棒:TIG = A5356 φ2.4mm、CMT = A5356 φ1.2mm
目的:溶接時間、変形角度、電流値の比較
【実験結果】
溶接時間:TIG = 75秒、CMT = 20秒
変形角度:TIG = 1度、CMT = 0.5度
電流値:CMTはTIGの1/3以下

2.0mm厚材:CMT溶接によるビード。溶接時間が短く、歪みも小さい。

2.0mm厚材:TIG溶接によるビード。溶接時間は長く、美観は良好だが変形が出やすい。
【考察】
2.0mm材でもCMT溶接はTIG溶接を大きく上回る結果となりました。溶接時間は約1/4、変形角度も約1/2に抑えられ、薄板溶接におけるCMTの優位性が示されました。板厚2mmでアルミ半自動溶接が出来るのがこの機種のすごいところです。
【溶接部の比較】
美観についてはTIGが勝りますが、気密性や外観が重視されない部品であれば、CMTは生産性・変形抑制の面で非常に有効です。
3.0mm板材の実験
【実験概要】
材料:A5052 T=3.0mm、50×250mm
溶接方法:隅肉溶接
溶加棒:TIG = A5356 φ2.4mm、CMT = A5356 φ1.2mm
目的:溶接時間、変形角度、電流値の比較
【実験結果】
溶接時間:TIG = 80秒、CMT = 30秒
変形角度:TIG = 1度、CMT = 0.5度
電流値:CMTはTIGの1/3以下

3.0mm厚材:TIG溶接によるビード。美観は良いが、歪みや溶接時間の点でCMTに劣る。
【考察】
CMT溶接はTIG溶接よりも溶接速度が速く、母材への熱影響が少なく、変形を抑えられることが実証されました。美観についてはTIGが勝りますが、気密性や外観が重視されない部品であれば、CMTは生産性・変形抑制の面で非常に有効です。
8.0mm板材の実験
【実験概要】
* 材料:A5052 T=8.0mm 80mm×200mm
* 溶接方法:隅肉溶接
* 溶加棒:TIG溶接 A5356 φ2.4mm、CMT溶接 A5356 φ1.2mm
* 目的:溶接時間、変形角度、電流値の比較
【実験結果】
* 溶接時間:
* TIG溶接:70秒
* CMT溶接:20秒
* 変形角度:
* TIG溶接:2度
* CMT溶接:1.0度
* 電流値:CMT溶接はTIG溶接の2/3以下
【実験結果の考察】
今回の実験でも、CMT溶接がTIG溶接を大きく上回る結果となりました。溶接時間は約1/3、
変形角度は約1/2となり、CMT溶接の優れた性能が証明されました。
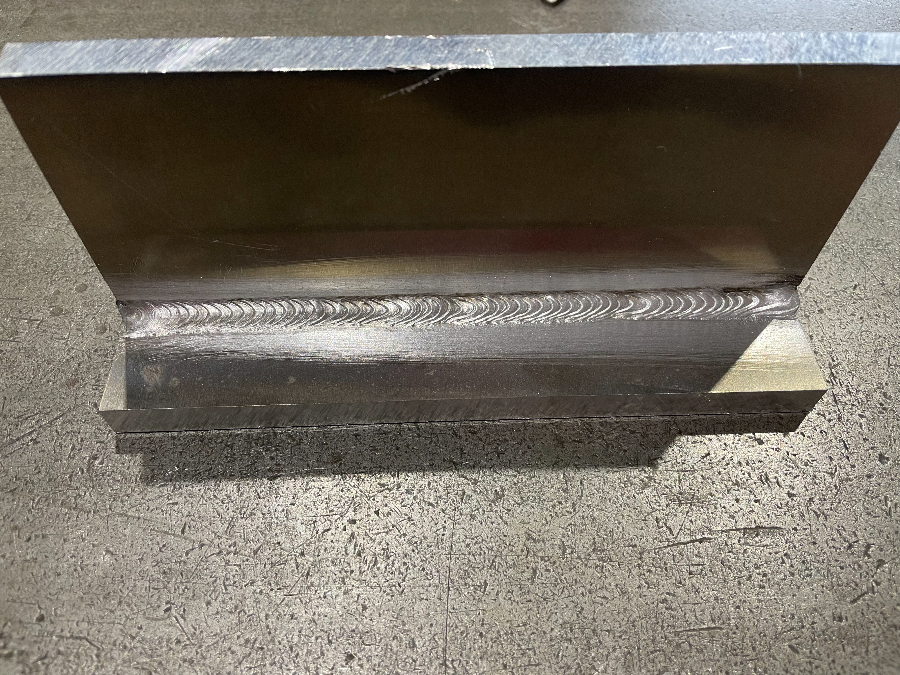
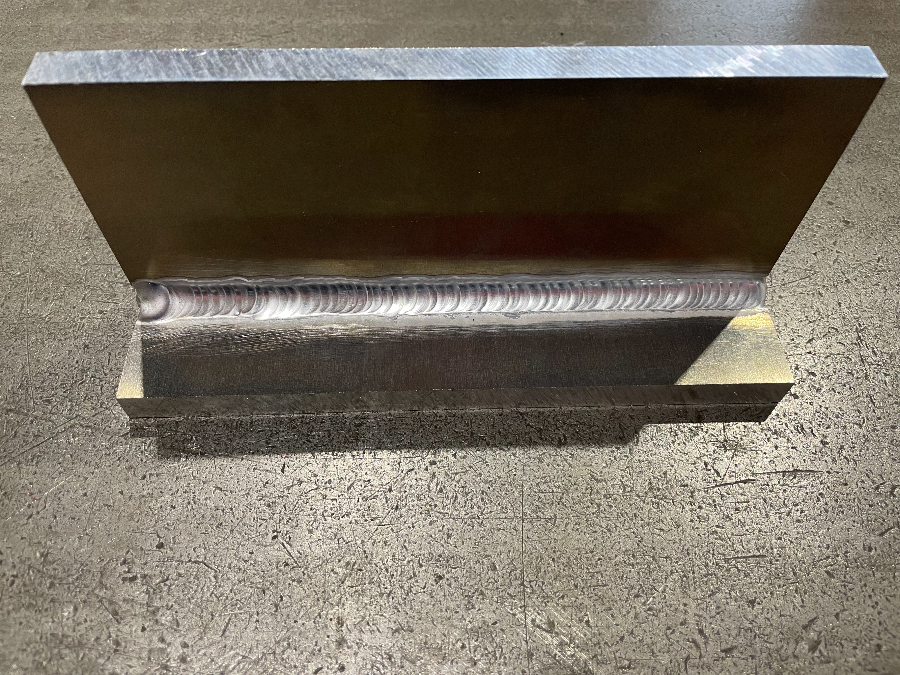
【溶接部の比較】
CMT溶接は、のど厚もしっかりあり、見た目も優秀でした。一方、TIG溶接は凹み気味で溶接されて
おり、もう少し太い溶加棒が必要だったと思われます。

これがCMT溶接のビート

こちらはTIG溶接のビート
【12mm厚板材での実験結果】
【実験概要】
材料:A5052 T=12.0mm 80mm×200mm
溶接方法:隅肉溶接
溶加棒:TIG溶接 A5356 φ3.2mm、CMT溶接 A5356 φ1.2mm
目的:溶接時間、変形角度、電流値の比較
【実験結果】
溶接時間:TIG溶接 90秒、CMT溶接 25秒
変形角度:TIG溶接 2.2度、CMT溶接 1.2度
電流値:CMT溶接はTIG溶接の2/3以下
【考察】
厚板でもCMTの優位性が明確。溶接時間・変形の少なさ・省電力性すべてでCMTが勝る。
【今後の活用】
今回の実験結果を踏まえ、今後はCMT溶接の活用を積極的に進めていきます。特に、溶接時間の
短縮や変形量の低減が求められる製品には、CMT溶接が最適な選択肢となるでしょう。
アルミCMT溶接事例
アルミTIG溶接事例
【ソフトウェアアップデート実施】
作業はパソコンからLANケーブルで溶接機の後に繋ぎ、データを溶接機にアップロードします。所要時間は10分から15分程度でした。
作業が完了して溶接機を立ち上げ、モニターを見た瞬間に驚きました。操作感もビジュアルもまるで別物。全く違う溶接機に生まれ変わったような印象です。
このアップデート、本当にすごいです。溶着量やパルスの溶滴の大きさ、流れ落ちる速さなどが画面で視覚的に確認でき、操作の理解が格段に深まりました。ぜひ展示会などで実物をご覧いただきたいです。
このアップデートは、輸入元である愛知産業の有吉様にご来社いただき、2024年1月22日 午前11時より実施されました。

愛知産業 有吉様によるアップデート作業の様子
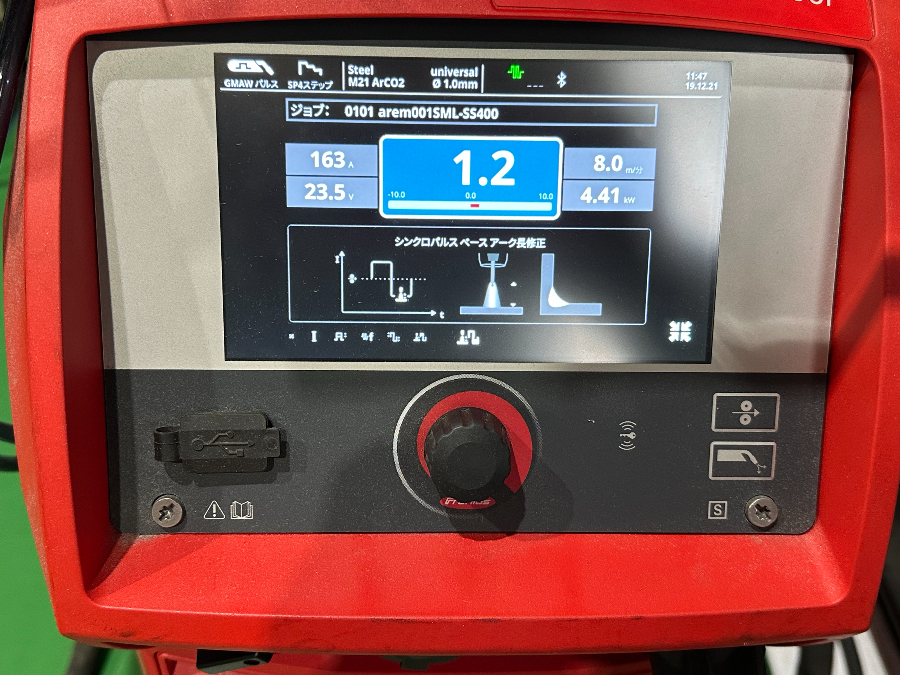
アップデート後の操作画面。溶滴の挙動までリアルに確認できます。
溶接機には常にアップデート用意があり、インターフェース改善も継続中。ユーザー第一のFroniusに感謝。
【まとめ】
今回の実験を通じて、CMT溶接がTIG溶接に比べて高速・低歪みであることが、薄板(2.0mm・3.0mm)から厚板(8.0mm・12.0mm)まで幅広い板厚で確認されました。今後も最適な工法提案を通じて、お客様に高品質な製品をご提供してまいります。
当社のフローニアス溶接機はCMT溶接だけでなく、SS400のパルス溶接にも対応しています。詳しくはこちら
ここまでお読みいただき、ありがとうございました。
課題解決につながるヒントがありましたら、ご連絡ください。
▼ LINEはこちらからでも気軽にどうぞ!


【よくある質問】CMT溶接について
CMT溶接とTIG溶接の違いは?
TIG溶接は高品質ですが、手間と時間がかかります。CMTは高速で歪みが少なく、生産性に優れた低入熱方式です。
CMT溶接機はどこで買える?
CMT溶接はFronius社独自技術。他社製造はなく、日本では総輸入元「愛知産業株式会社」のみの取扱いです。
フローニウス溶接機は販売していますか?
弊社は溶接機を販売していませんが、この最新の機械を使って高品質な溶接サービスを提供しています。
#アルミ溶接 #修理 #アルミフレーム溶接 #少人数板金 #京都板金 #CMT溶接
コメント