
ものづくりだより135号
おはようございます。溶接管理技術者の上村昌也です。
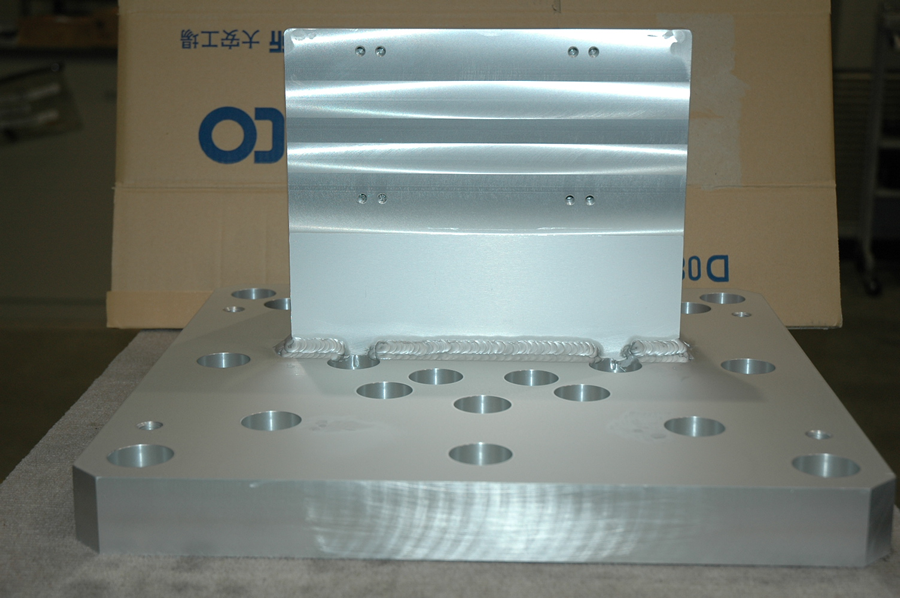
アルミ厚物溶接品のご案内です。
:アルミ厚物溶接のコツ
・材料
材料はA5052 製作品の大きさは
W=550mm D=500mm H=250mm 板厚 t=60
・技法
手順は次のように進めました。
①ベース板を機械加工後垂直に板を立て板厚方向を溶接
②補強用のリブ板を取り付け反対側も捨てリブを溶接
③余熱を200℃にて実施
④全周脚長20mmのため、3層盛溶接
⑤変型防止用のリブを外し機械加工にて面出し
⑥アルマイト処理を行いました。
今回は余熱に相当な時間が必要でした。そのおかげで歪みも
少なく製作が完了しました。
・溶接条件
溶接機 Panasonic YC-500WX
交流電流 380A
交流周波数 70Hz
シールドガス Ar+He
タングステン 純タングステン4.8mm
溶加棒 4.0mm
余熱温度 200℃
:まとめ
ここまでの厚板は溶接をしたことがなかったので、溶接によるひずみが
どこまで出るのか検討もできず、不安要素が結構ありました。
しかし、考えてみても先に進まないので【拙速は巧遅に勝る】で取り掛かりました。
なかなかたいそうな物でしたが、製品として出来上がったので、ホッとしています。
完成品の写真。溶接後、垂直のプレートは機械加工にて底板と直角度0.1mm以内です。
最後になりますが、この様な厚板加工でも製作いたしますので、ご相談頂ければ感謝です。
アルミ厚物溶接品 上村製作所
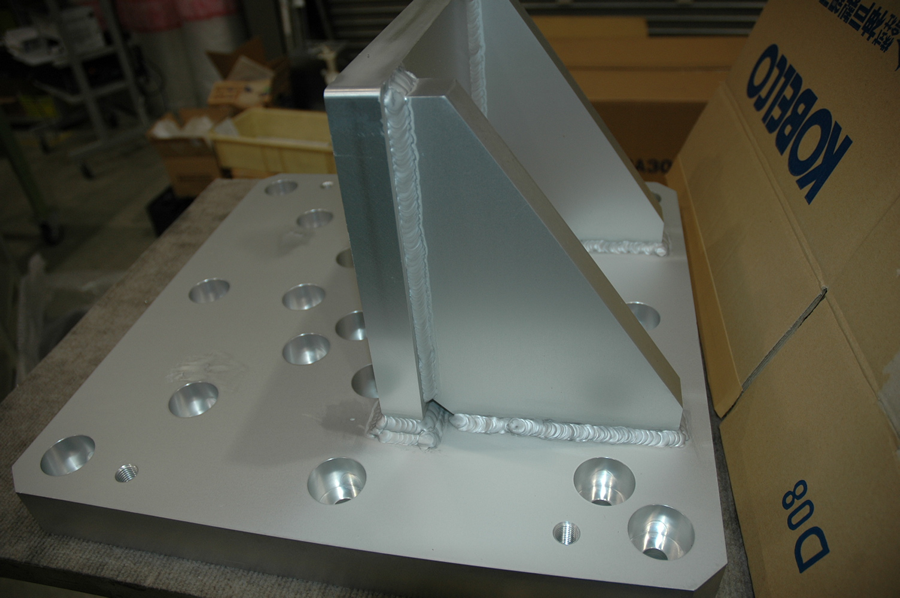
アルミブラケット厚物溶接品 上村製作所
コメント