
アルミ溶接で高品質な製品を!プロが教える3つの技術ポイント
ものづくりだより261号
おはようございます。溶接管理技術者の上村昌也です。
【はじめに】
- この記事では、アルミ溶接技術に焦点を当て、高品質な製品を作るためのポイントや、業者選びの重要な要素について解説します。
BtoB、BtoC問わず、板金加工や溶接業者をお探しの方にとって、有益な情報を提供します。
【アルミ溶接の基礎知識】
- アルミ溶接は、材料の特性上、高度な技術が必要です。
- 特に、A5052などのアルミ合金は、溶接が難しく、専門的な知識と経験が求められます。
- 適切な溶接方法、材料の選定、溶接条件の設定などが、高品質な製品を作るための鍵となります。
【高品質なアルミ溶接を実現する3つの技術ポイント】
- 【適切な溶接方法の選定】
- TIG溶接は、アルミ溶接において一般的な方法ですが、材料や製品の形状によって、最適な溶接方法は異なります。
- 例えば、厚板の溶接では、予熱や多層溶接などの技術が必要です。
- 【最適な溶接条件の設定】
- 溶接電流、電圧、溶接速度などの条件は、製品の品質に大きく影響します。
- 特に、アルミ溶接では、溶け込み不良や割れが発生しやすいため、慎重な条件設定が求められます。
- 【熟練した溶接技術者の配置】
- 高品質なアルミ溶接には、高度な技術と経験が必要です。
- 熟練した溶接技術者がいるかどうかは、業者選びの重要なポイントとなります。
【業者選びで失敗しない!確認すべき5つのこと】
- 【技術力と実績】
- アルミ溶接の技術力や実績を確認しましょう。
- 過去の製作事例や顧客の声などを参考にすると良いでしょう。
- 【品質管理体制】
- 品質管理に関する認証を取得しているか確認しましょう。
- 品質管理体制が整っている業者は、信頼性が高いと言えます。
- 【納期対応力】
- 納期厳守は、ビジネスにおいて非常に重要です。
- 短納期や急な依頼にも対応できるか確認しましょう。
- 【価格の妥当性】
- 見積内容が適正な価格か検討しましょう。
- 安さだけでなく、品質や納期なども考慮して判断することが大切です。
- 【コミュニケーション能力】
- こちらの要望をしっかりと聞き取り、適切に対応してくれるか確認しましょう。
- コミュニケーションがスムーズな業者は、安心して依頼できます。
【納期厳守と高品質を両立させる秘訣】
- 今回の事例のように、リードタイムがタイトな案件でも、顧客との密なコミュニケーションと、熟練した技術者の柔軟な対応によって、
納期と品質を両立させることが可能です。 - 困難な案件にも積極的に挑戦し、顧客の期待に応えることで、信頼関係が築かれ、次のビジネスへと繋がります。
【まとめ】
- アルミ溶接は、高度な技術が必要とされる分野ですが、適切な業者選びと技術力によって、高品質な製品を作ることが可能です。
- この記事で紹介したポイントを参考に、最適な業者を見つけてください。
- 御社も、アルミ溶接に関するご相談があれば、お気軽にお問い合わせください
株式会社上村製作所
[電話番号]075-982-2931
[お問合せはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp

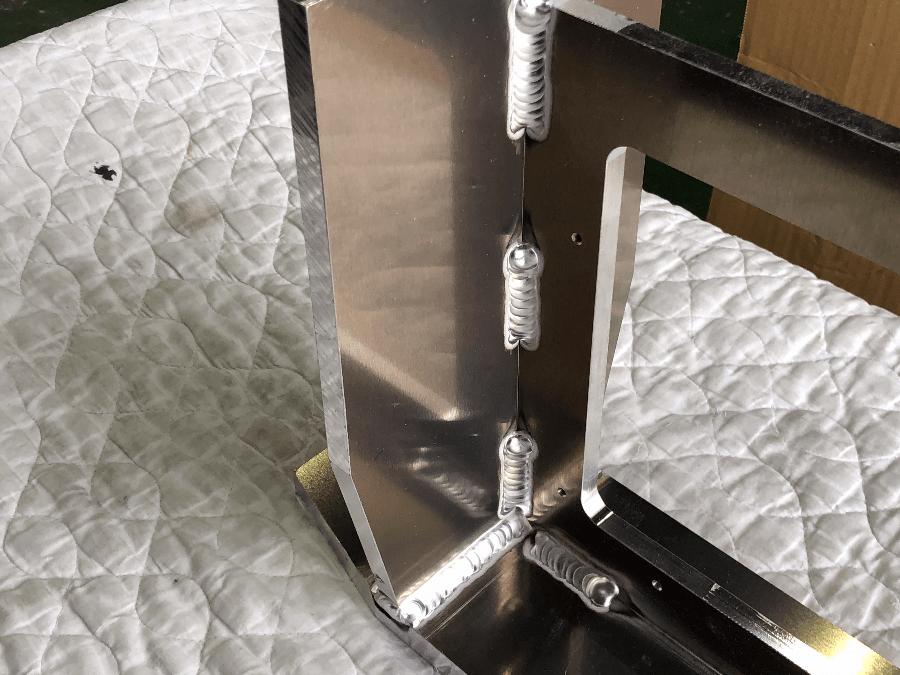
アルミ溶接品

スペースが狭いので高い電流での溶接はちょっとした工夫が必要です。




#アルミ溶接 #修理 #アルミフレーム溶接
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント