
ものづくりだより221号
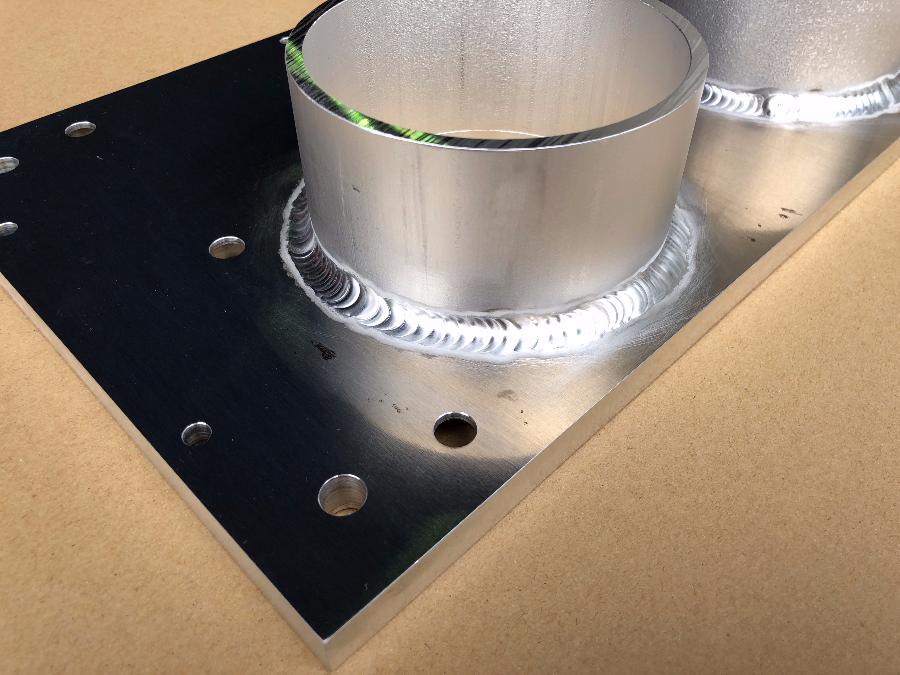
ヒートシンク
A5052 T=20-100
おはようございます。溶接管理技術者の上村昌也です。
今日はアルミヒートシンクのご案内です。
材料
材料はA5052 T=20mm 510×280 直径100mm高さ50mm厚み5mm
問題点
今回は隅肉溶接なので予熱を実施しましたがパイプが
ヒートシンクの役割をして加熱してもなかなか設定の温度まで
あがなかったので想定していた時間より大幅に超過しました。
こんなことも時にはありますね。
煙突がうまい具合に熱を奪い取ってヒートシンクになるとは
思いもよらなかったです。
こちらの製品はデメラー溶接テーブルが導入される少し前に
製作したものです。クランピングシステムがあれば変形防止に
どれほど役に立ったことかと思うと少し残念ですが、
これからたくさんの案件があるので効果が楽しみと生産性向上が期待です。
溶接技法
溶接パラメーターは次の通りです。
溶接電源 : Panasonic YC-300BP4
出力電流 : 交流
交流周波数 : 200Hz
パルス : NA
パルス周波数 : NA
パルス幅 : NA
電流 : 220A
パルス電流 : NA
シールドガス : He+Ar(岩谷瓦斯)
タングステン : 純タン 3.2mm(Plansee)
溶加棒 : A5356BY 2.4,3.2mm(神戸製鋼所,サフラ)
バックガス : NA
予熱 : ○
アルミ溶接 中板
コメント