
【アルミ長尺材の溶接攻略!歪みを抑え精度を高めるプロの技】
ものづくりだより328号
【はじめに】
おはようございます。溶接管理技術者の上村昌也です。今回は、全長2350mm、幅310mm、板厚30mmという大型のアルミ長尺材の溶接に挑戦した事例をご紹介します。長尺材の溶接は、歪みや変形、そしてクラックといった問題が発生しやすく、高度な技術と経験が求められます。特に、BtoB、BtoCのお客様が板金加工や溶接業者を選定する際、これらの問題をいかに解決できるかは重要な判断基準となります。この記事では、私が実際にどのような点に注意し、どのような手順で作業を進めたのかを詳細に解説します。
【長尺アルミ溶接の難しさ】
長尺材の溶接で特に注意すべき点は、以下の通りです。
- 大型ゆえの取り扱いと接触傷のリスク
- 溶接による熱変形と歪みの発生
- 精度の高い仕上がりを実現するための技術
これらの課題を克服するために、私たちはデメラーテーブルを使用し、材料の固定と作業の安定性を確保しました。また、お客様からのサンダー仕上げの指示に対応するため、溶接部にクラックが入らないよう、事前に開先加工を施しました。
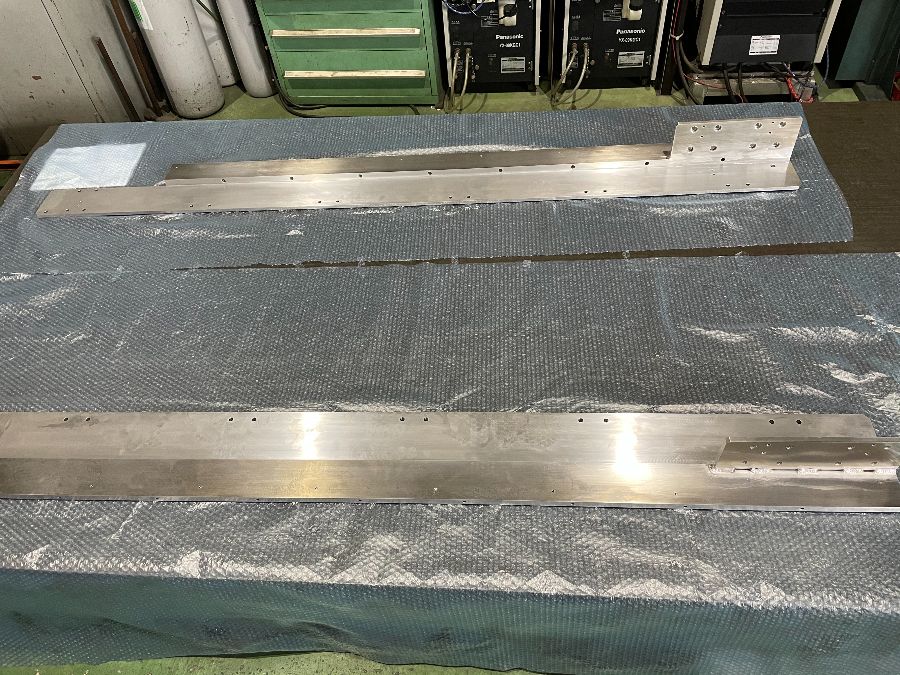
長尺物の溶接
【最適な溶接順序とは?】
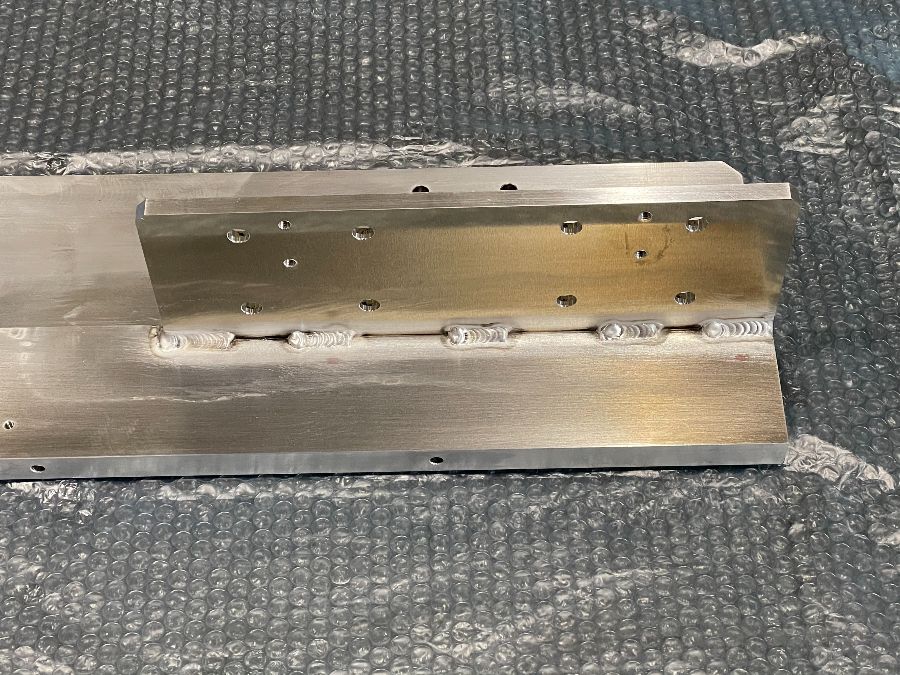
今回の溶接では、表側が突合せ溶接、裏側が隅肉溶接という異なる形状の溶接を組み合わせる必要がありました。そこで、私は以下の順序で作業を進めることにしました。
- 両サイドの端面溶接と直角確認:まず、両サイドの端面を溶接し、全体の直角を確認します。これにより、後の工程での歪みを最小限に抑えます。
- 突合せ溶接:次に、変形の大きい隅肉溶接よりも先に、突合せ溶接を行います。これにより、応力の偏りを防ぎ、直角を維持しやすくします。
- 隅肉溶接:最後に、隅肉溶接を行います。
この順序で作業を進めることで、歪みを最小限に抑え、精度の高い溶接を実現することができました。
【溶接順序が品質を左右する】
溶接順序を誤ると、以下のような問題が発生する可能性があります。
- 歪みや変形による寸法不良
- 応力集中によるクラック発生
- 仕上がりの精度低下
特に、長尺材の溶接では、これらの問題が顕著に現れるため、慎重な計画と高度な技術が不可欠です。
溶接順序を誤ると、このような歪みやクラックが発生する可能性があります。当社の高度な技術により、これらの問題を未然に防ぎ、高品質な製品を提供します。
【まとめ】
今回の溶接事例を通じて、長尺材の溶接における溶接順序の重要性をご理解いただけたでしょうか。BtoB、BtoCのお客様が板金加工や溶接業者を選定する際、品質、精度、そして技術力は重要な判断基準となります。貴社では、今回ご紹介したような高度な技術と豊富な経験に基づき、お客様のニーズに最適なソリューションを提供いたします。長尺材の溶接に関するご相談がありましたら、ぜひお気軽にお問い合わせください。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
参考
軽金属溶接協会さんのサイトから
http://www.jlwa.or.jp/faq/50.html
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント