
ものづくりだより323号
おはようございます。溶接管理技術者の上村昌也です。
アルミ薄物溶接のコツ
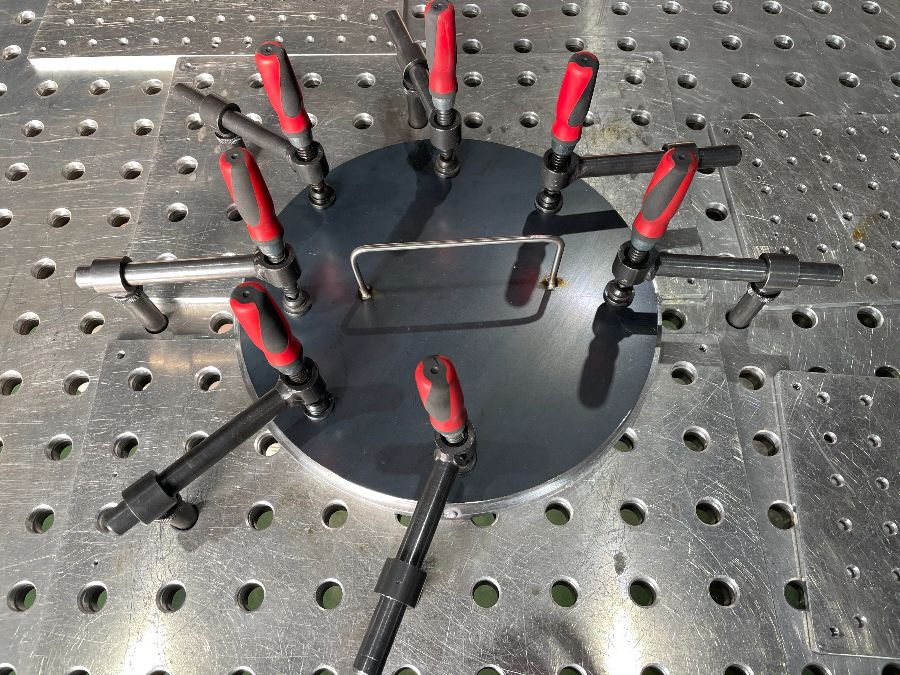
直径φ380 板厚1.0mm H=15mmを
レーザー加工後ロール巻きをおこない
歪まないように溶接しました。
材料
直径φ380 板厚1.0mm H=15mm
工法
・Tig溶接
・1.0mmプレートをレーザーにて加工。
・ロール巻き加工。
・胴巻きをアタッチメントで拘束しタック溶接。
・溶接後歪取りをおこないサンダー及びスコッチで仕上げ。
パラメーター
電源装置:Panasonic YC-300BP4 DC
溶接電流: 98A
パルス電流: NA
パルス周波数: NA
パルス幅: NA
交流周波数:200Hz
溶加棒: A5356BY 1.6mm
電極: 純タングステン
シールドガス : Ar
予熱 : NA
まとめ
アルミの1.0mmになってくると溶接も神経使います。
少し油断をすると溶け落ちて穴が開きます。穴を防ごうとして
溶加棒で盛っていこうをすればするほど、穴が大きく開きます。
なんで、タイミング良く溶加棒を挿入することが味噌です。
電流値を上げれば、母材が溶け落ちるし、低ければ溶加棒が
入ってくれません。
ちょうど良いと頃を見極めるのがコツです。
溶接後、サンダー仕上げをして、スコッチで傷等を除去していきます。
この作業が大変です。手抜きをすれば、サンダーの後が浮き上がってきますので
こまめに仕上げていかなければなりませんでした。
© 2021 KAMIMURA Corporation. All Rights Reserved.

Copyright© 2021 Kamimura corporation All rights Reserved
著作権は株式会社上村製作所 上村昌也に帰属。無断転載禁止
コメント