
【アルミ板の気密溶接、完全ガイド!ピンホールの悩み解決、高品質溶接で信頼獲得!】
【はじめに】
おはようございます。溶接管理技術者の上村昌也です。
今回は、アルミ板の気密溶接における注意点と、高品質な溶接を行うための技術について解説します。アルミ板の気密溶接は、見た目以上に高度な技術と経験が求められる作業です。特に、ピンホールなどの欠陥が発生しやすく、対策をしっかりと行う必要があります。この記事では、実際の作業事例を基に、気密溶接の工程、注意点、そしてピンホール対策について詳しく解説します。
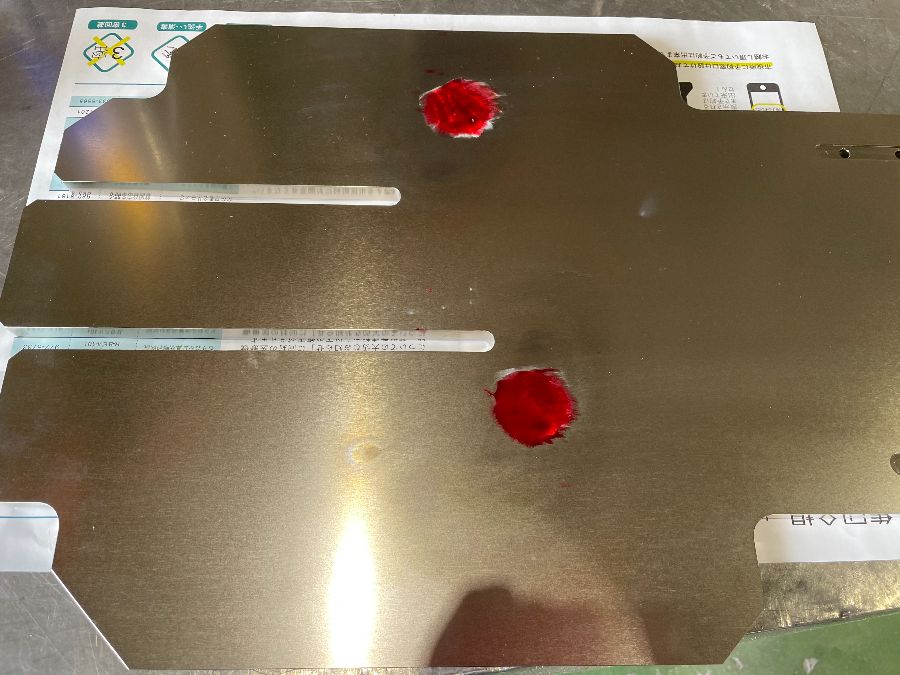
先日、全長450mm、幅260mm、板厚12mmのアルミ板の気密溶接を行いました。機械加工時の捨て穴を密閉する作業でしたが、この手の依頼は意外と多いのです。見た目には簡単そうに思えるかもしれませんが、実は非常に高度な技術と経験が必要となります。
【気密溶接の工程と注意点】
- 栓の準備:まず、溶接する箇所に同径のプラグをします。
- 開先加工:次に、円周に開先を取ります。
- 予熱:溶接前に、アルミ板を150℃まで予熱します。これが低い電流で高品質な溶接を行うための重要なコツです。
- 溶接:予熱後、一気に溶接を行います。
- 仕上げ:サンダーで溶接ビードを丁寧にカットします。
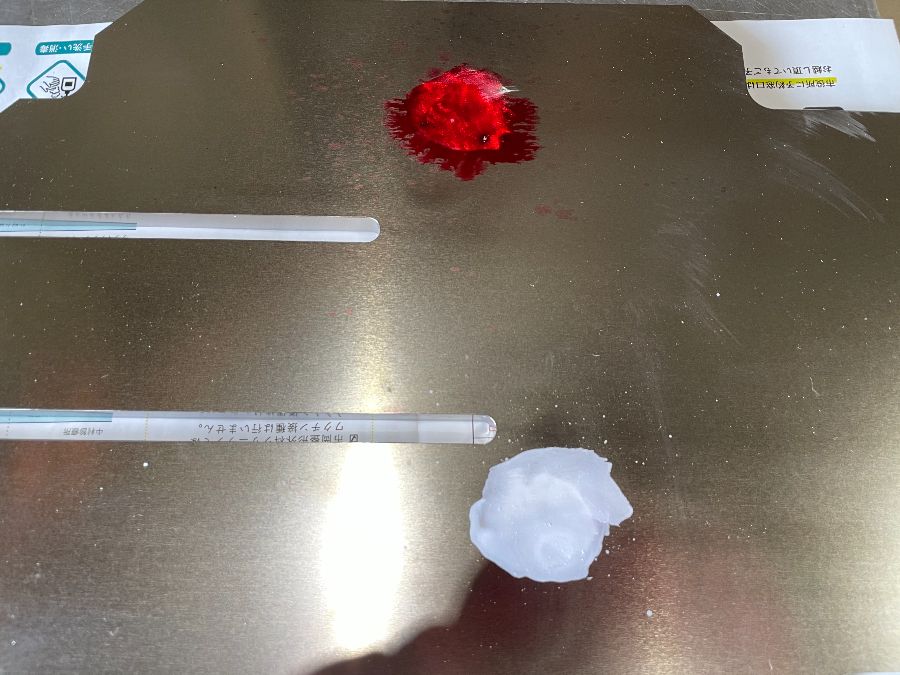
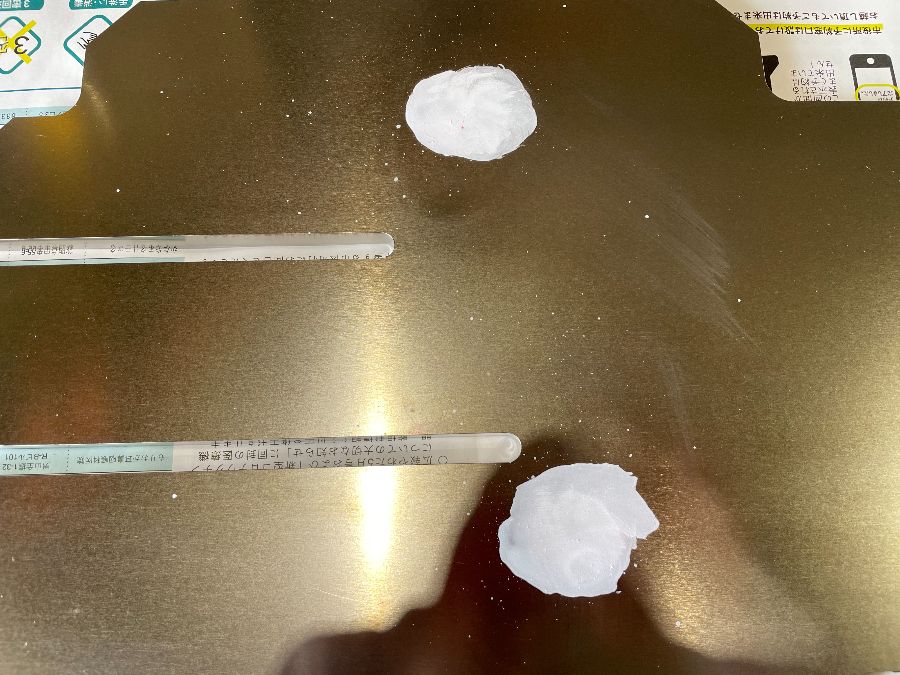
- PT検査:浸透探傷試験(PT)で溶接部の欠陥をチェックします。
- 補修:今回の作業では、写真に示すように1カ所にピンホールが見つかり、再作業が必要となりました。
- ピンホール除去:リューターに超硬の刃物を取り付け、ピンホール周辺を徹底的に削ります。
- 再溶接と再検査:補修溶接後、再度PT検査を行い、欠陥がないか確認します。
- ピンホール対策:ピンホールが何度も発生する場合は、思い切って周辺を広範囲に削ることが重要です。
【アルミ気密溶接の難しさと対策】
アルミの円周溶接は、特に高い技術が求められます。熱伝導率が高いため、溶接時の温度管理が非常に重要です。適切な予熱と電流調整を行わないと、ピンホールや溶け込み不良などの欠陥が発生しやすくなります。
- 経験豊富な技術者による施工:アルミ溶接の豊富な経験と知識を持つ技術者が作業を行うことで、高品質な溶接が実現します。
- 最新の溶接機器の使用:最新の溶接機を使用することで、より精密な溶接が可能となり、欠陥のリスクを低減します。
- 品質管理体制の構築:PT検査などの品質管理体制を徹底することで、高品質な溶接を保証します。
【まとめ】
アルミ板の気密溶接は、高度な技術と経験が求められる作業です。高品質な気密溶接は、製品の信頼性を高め、ビジネスチャンスを広げます。弊社では、長年の経験と最新の技術を駆使し、お客様のニーズに合わせた高品質な気密溶接を提供しています。気密溶接でお困りの際は、ぜひ弊社にご相談ください。
参考
軽金属溶接協会さんのサイトから
http://www.jlwa.or.jp/faq/50.html
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント