
超ジュラルミンA2024溶接試験事例
ものづくりだより288号
おはようございます溶接管理技術者の上村昌也です。
溶接が困難と言われている超ジュラルミンA2024
溶接試験事例のご紹介します。
果たして本当に溶接が困難でしょうか。
お客様と実験結果を共有しました。
08.30.2020 ブログアップデート
記事を更新しました。
10.30.2020 ブログアップデート
記事を更新しました。
01.15.2021 ブログアップデート
記事を更新しました。
30.01.2021 ブログアップデート
記事を更新しました。
超ジュラルミンA2024溶接試験事例
難儀な超ジュラルミンA2024-T3 溶接実証試験を行いました。
日本ではこのての材料の溶接はクレイジーといわれている
難溶接材です。
しかし大手企業ではA2024やA7075までも、溶接工法を
確立されています。
材料
種類及び識別 A2024-T3
板厚 t=6.0mm
ワークサイズ 150×100
超ジュラルミンの名称で知られるA2024はCuを
主添加成分としてSS400の鋼材に匹敵する程の
引張強さ565N/mmの機械的性質を持ち航空機関係の部品
などに使用されている。しかし溶接に対しては割れ感受性が
高いため溶接性は劣ります。溶接ついては困難とされています。
溶接パラメーター
溶接電源 Panasonic YC300-BP4交流
溶接電流 115A
タングステン 純タングステン3.2mm
シールドガス He+Ar
開先角度 90°〜70°
溶加棒 A2319BY 3.2mm
余熱 有り150℃
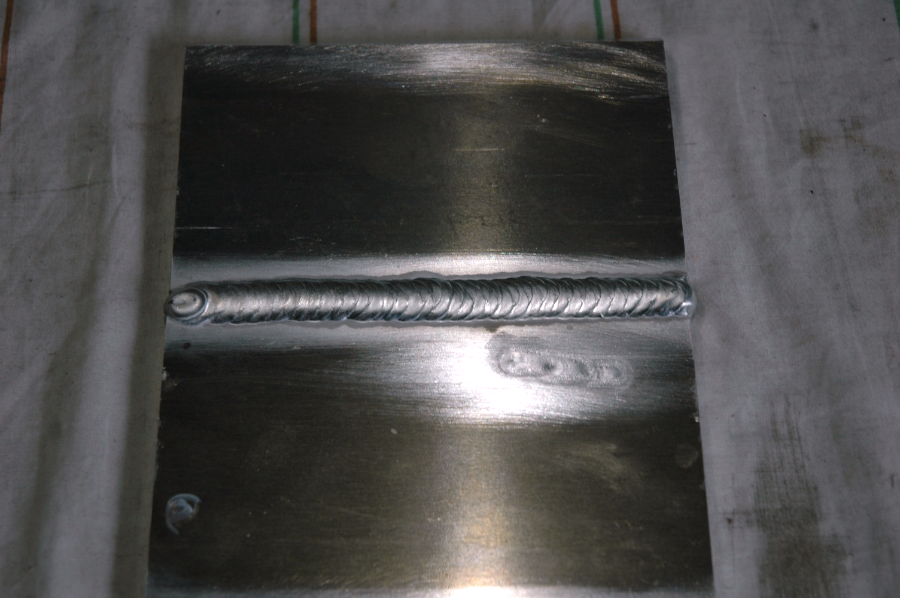
まとめ
検定用治具(裏波)にセットし溶接を始めました。
ジュラルミンは溶接電流を高くすると割れが発生しやすいため
低めの電流で慎重に進めていきました。
開先角度が90°のため3層盛りになりましたが、パス間温度を
100°以下に設定し溶接作業を行ったところ、裏波とともに
きれいに出来上がりました。
開先角度90°
3層盛りが必要となります。低い電流で裏波も出しやすく
溶接はやりやすい方です。欠点は開先部が広いために
3層盛りになることです。
開先角度70°
開先部が狭いために2層盛りで大丈夫です。裏波を良好に出すためには
電流値は90°開先より20%Upと強めになります。
あとはお客様の試験次第で次の過程に進む模様です。
08.30.2020 ブログアップデート
蛍光探傷試験結果が出てきました。
思っていた以上にブローホールが介在していました。
電流値が低かったため拡散水素が抜けきれなかったと
判断しまして、次回の課題となりました。
10.30.2020 ブログアップデート
蛍光探傷試験結果が出てきました。
前回よりかなりブローホールは激減しています。
溶接長を200mmとしまして材料を大きくすることにより
電流値を上げることができました。
15.01.2021 ブログアップデート
蛍光探傷試験結果が出てきました。
ほとんどブローホールは確認できないようになりました。
対策したことは次のようにしたことです。
同時にDC-ACのハイブリッドで溶接をおこないました。
・DC70% AC30% 溶接がむちゃくちゃやりにくいです。
・DC50% AC50% このぐらいのモードが限界かと思います。
・DC30% AC70% 標準の設定です。問題なく溶接が進みます。
交流100%とDC-ACモードでも内部欠陥は、ほとんど確認
できませんでしたのでどちらでも使い安い方で実行すれば
良いかと思います。
対策
・電流値を高くし溶接速度を限界まで落としました。
・ガス供給ラインを露点が低い日酸TANAKA製
・スーパードライチューブをボンベから直結
・バックガスを流しました。
・溶接電源を新しく導入しました。
以上を対策し、溶接をしました。
この結果を基に国立大学殿、エンジニアリング会社殿と
今後の方向性をzoom にてオンライン会議で決めました。
更に前に進みます。
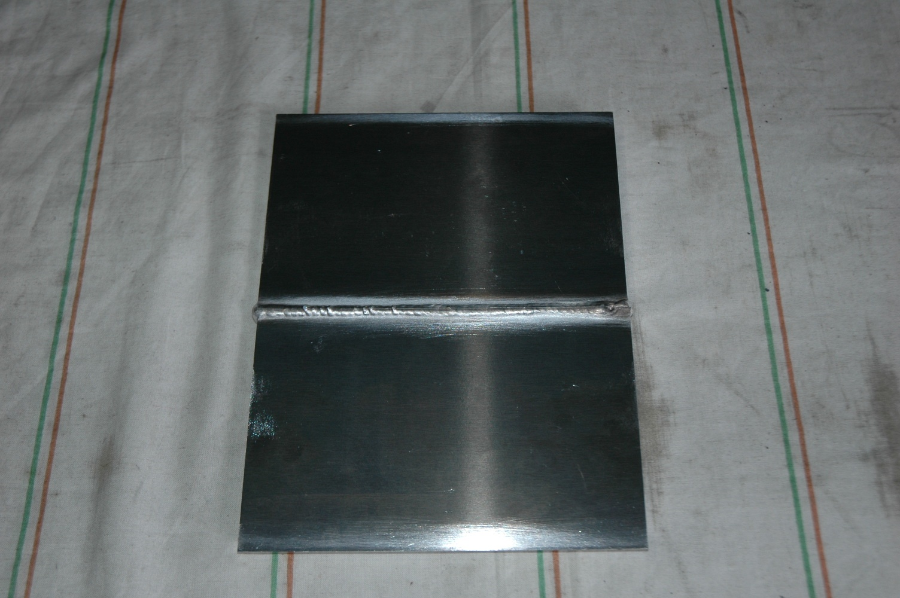
30.01.2021 ブログアップデート
ワークサイズを200×100にて最終試験材を溶接し
お客様の元へ送りました。結果待ちです。
Copyright© 2020 Kamimura corporation All rights Reserved
著作権は株式会社上村製作所 上村昌也に帰属。無断転載禁止
コメント