
【ジュラルミン溶接のプロが解説!高品質なA2017溶接を実現する秘訣】
ものづくりだより282号
【はじめに】
おはようございます。溶接管理技術者の上村昌也です。今回は、多くのお客様からご要望をいただくジュラルミン(A2017)溶接の技術について、実際の製作事例を交えながら詳しく解説していきます。特に、BtoB、BtoCで板金加工や溶接の業者を探している方々にとって、当社の技術力と信頼性を示すことを目指します。
【ジュラルミン溶接の難しさと当社の技術力】
ジュラルミン(A2017)は、強度が高く軽量なため、航空機や自動車など幅広い分野で使用されています。しかし、溶接が難しく、高度な技術と経験が必要です。当社では、長年の経験と実績に基づき、高品質なジュラルミン溶接を提供しています。
【実際の製作事例:Φ25mm丸棒の接合】
今回ご紹介するのは、直径100mm、高さ125mmのジュラルミン材に、Φ25mmの丸棒を横方向から接合する製作事例です。こちらは、昨年9月にご注文いただいた製品のリピート注文であり、当社の技術力が高く評価された証です。
【高品質なジュラルミン溶接の工程】
- 材料の洗浄:溶接前に材料を十分に洗浄し、不純物を取り除きます。
- 予熱:150℃に予熱し、母材を温めます。これにより、溶接時の割れを防ぎます。
- タック溶接:ターンテーブルで回転させながら、慎重にタック溶接を行います。ジュラルミンは溶け込みが浅いため、確実に接合されているか、入念な確認が必要です。
- 本溶接:適切な溶接パラメーターを設定し、本溶接を行います。
- 冷却:溶接後、母材が完全に冷えるまで時間を置きます。
- 目視検査:溶接部に欠陥がないか、目視で確認します。
【溶接パラメーター】
- 溶接電源:Panasonic YC300-BP4交流
- 溶接電流:130A
- タングステン:純タングステン3.2mm
- シールドガス:He+Ar
- 溶加棒:A2319BY 2.4mm
- 予熱:150℃
【リピート注文が信頼の証】
前回に引き続き、お客様からリピート注文をいただきました。これは、当社の技術力と品質がお客様に高く評価された結果であり、大きな喜びです。今後も、お客様の期待に応える高品質な溶接製品を提供してまいります。
【まとめ】
ジュラルミン溶接は、高度な技術と経験が求められます。当社では、豊富な経験と実績に基づき、高品質なジュラルミン溶接を提供しています。板金加工や溶接業者をお探しの方は、ぜひ当社にご相談ください。リピート注文多数の信頼と実績で、お客様の製品製作をサポートいたします。
株式会社上村製作所
[電話番号]075-982-2931
[お問合せはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp

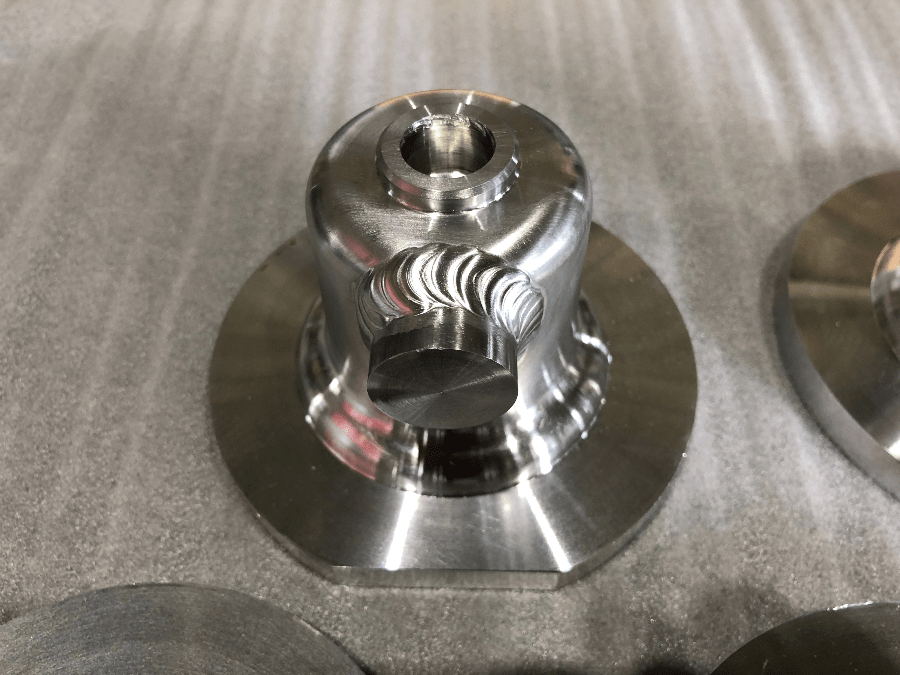
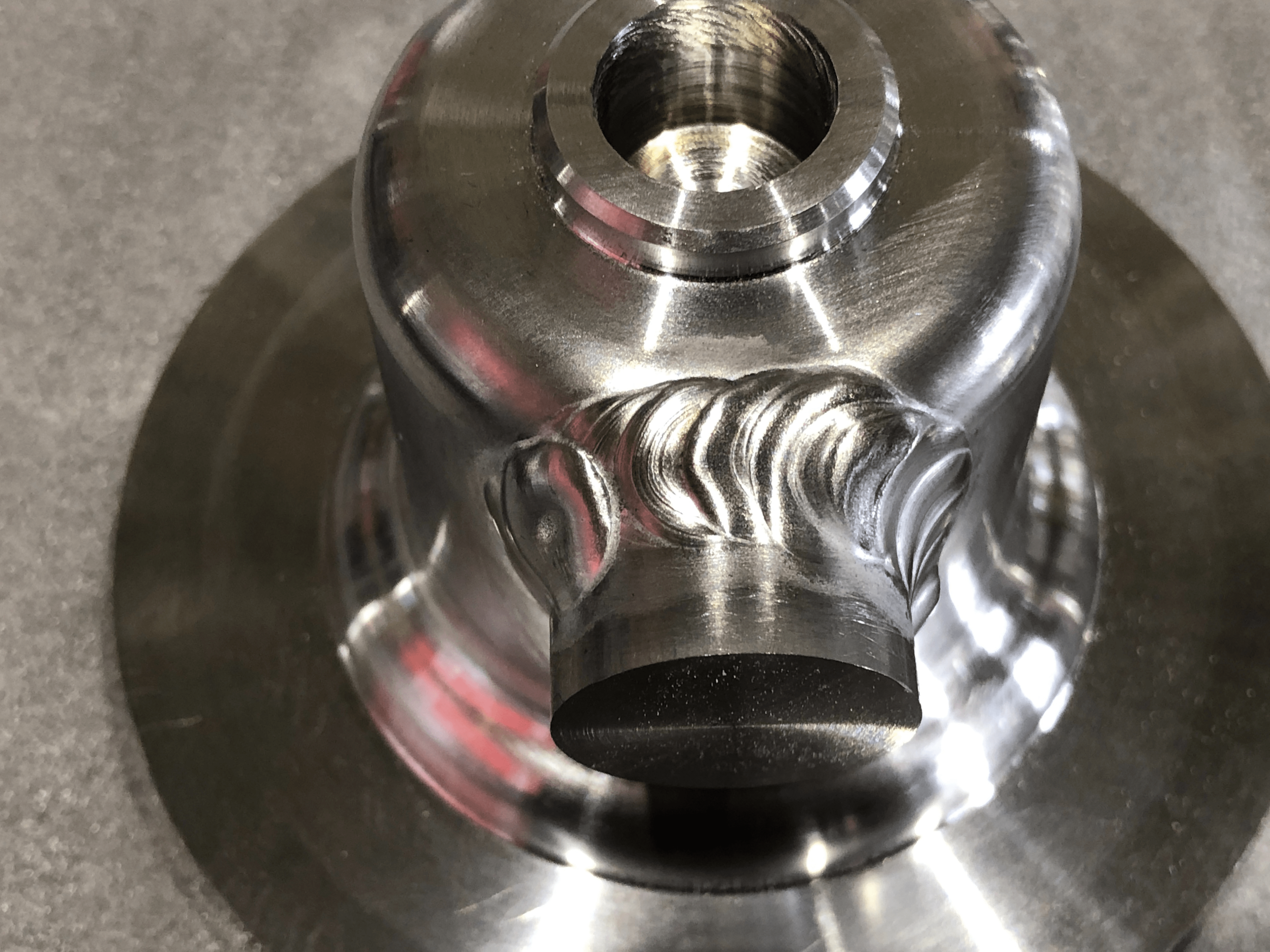

A2017ジュラルミン溶接を行いました。



◎LINE公式アカウントからのお問い合わせ


著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント