
ものづくりだより153号
チタン溶接用の治具
おはようございます。溶接管理技術者の上村昌也です。
07.09.2020 ブログアップデート
3つのシールド装置。
チタンを健全な溶接をする為には3つのシールド装置が必要になります。
①トーチシールド装置
②アフターシールド装置
③バックシールド装置
各装置にシールド用のガスを流す必要があり通常アルゴンガスを流します。
流量は各装置かなり多めにガスを流します。
目的
①溶接金属の表面及び溶接金属近傍を大気から遮断し、酸化を防ぐ為と
溶接部及び熱影響部を冷却するためです。
②高温で溶接部及び熱影響部が空気に触れると酸化し変色するので
450℃以下になるま冷却の必要があります。
①はトーチシールド治具にて対応
②はアフターシールド治具にて対応
バックシールド装置は裏波溶接に必要なのでこちらも形状にあった治具の
製作が必要となってきます。ビートオンプレートの場合でも酸化防止の
ためにはバックシールド治具は必要になります。
溶接法
溶接自体はさほどクセがなく、溶融池も綺麗に形成され湯流れも良好ですから
問題なくできると思います。あとは酸化させない事が肝要です。
溶接の際は、ぜひパルスを使ってください。冷却機能があるパルスは溶融池を
冷却できるのでコンタミネーションになりにくくなりますから。

まとめ
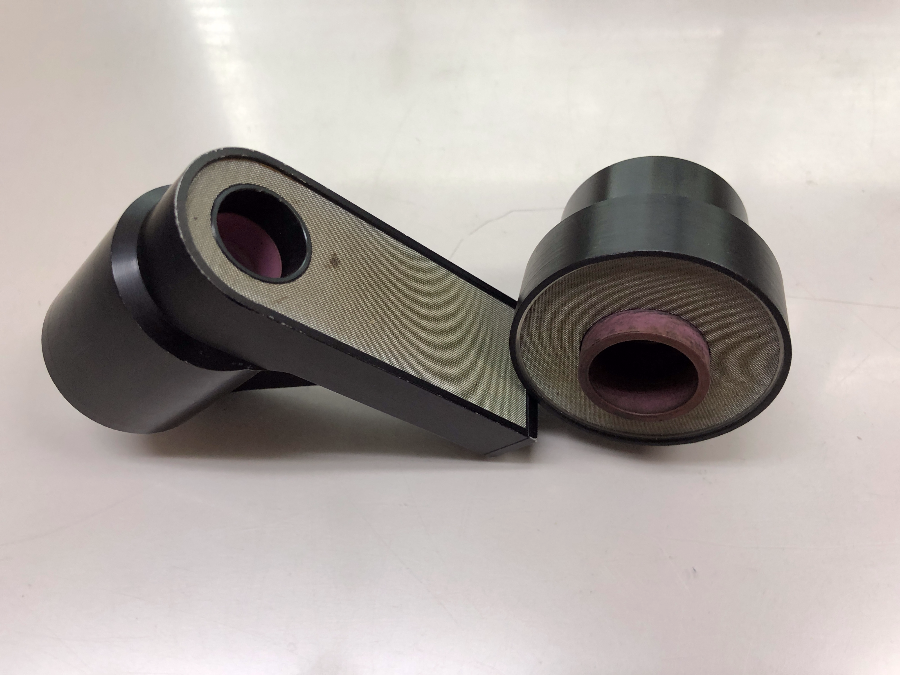
最近導入したPWTウルトラシールドノズル
自作での治具も良いですが、このシールドノズルだとアークシールドと
アフターシールドの配管が一緒になっていて内部で分岐するようになって
います。
よってアフターシールド用の配管が一本減って取り回しが楽になりました。
通常よりもシールドガス流量は多めに流す(毎分15〜20l)必要があるの
ですが、軽量になり作業性が向上しました。シールドも突き合わせ溶接なら
問題ないですよ。

シールド装置自体は思ったより軽量で、溶接線が見えにくい事もありません。
径が大き過ぎて邪魔になる事もないと思いますので慣れれば便利です。
このシールド装置でアフターシールドに問題が出れば、ひとまわり大きな
サイズも用意されています。
ただしタングステンのサイズは固定式の専用ため、違うサイズ径のタングステン
を使い場合には、新たにシールド装置を購入することになります。
写真のシールド装置ではタングステンは2.4mm専用です。
購入価格は6万円弱です。なんでこの装置の欠点はコストが高くなる事です。


TP340箱物の溶接をするのに手持ちのジグでは酸化の恐れがあるので
トレーラタイプのウルトラシールドノズルをデモして頂きました。
慣れないので使いにくい所はあるのですが、シールドは問題なくできています。
売価は10万円ぐらいです。
もう片方は大口径のウルトラシールドノズルです。
コーヒー缶ぐらいある大変大きなノズルです。
こちらのページとあわせて参考になるコンテンツ

03.04.2020 更新
Copyright© 2017 Kamimura corporation All rights Reserved
著作権は株式会社上村製作所 上村昌也に帰属。無断転載禁止
コメント