
【プロの技】アルミ溶接ブラケット、歪みを最小限に抑える加工技術
ものづくりだより272号
おはようございます。溶接管理技術者の上村昌也です。
【はじめに】
今回は、アルミ溶接ブラケットの製作事例として、特急依頼にも高品質でお応えする当社の技術とノウハウをご紹介します。
特に、アルミ溶接で課題となる歪み対策に焦点を当て、プロの視点から詳しく解説していきます。
-
特急依頼でも高品質を実現
- お客様から材料支給でのアルミブラケット製作の特急依頼をいただきました。
- 過去にも同様の製品を製作しており、リピートでのご依頼です。
- 短納期ながらも、高品質な製品をお届けするため、細心の注意を払って作業に取り組みました。
-
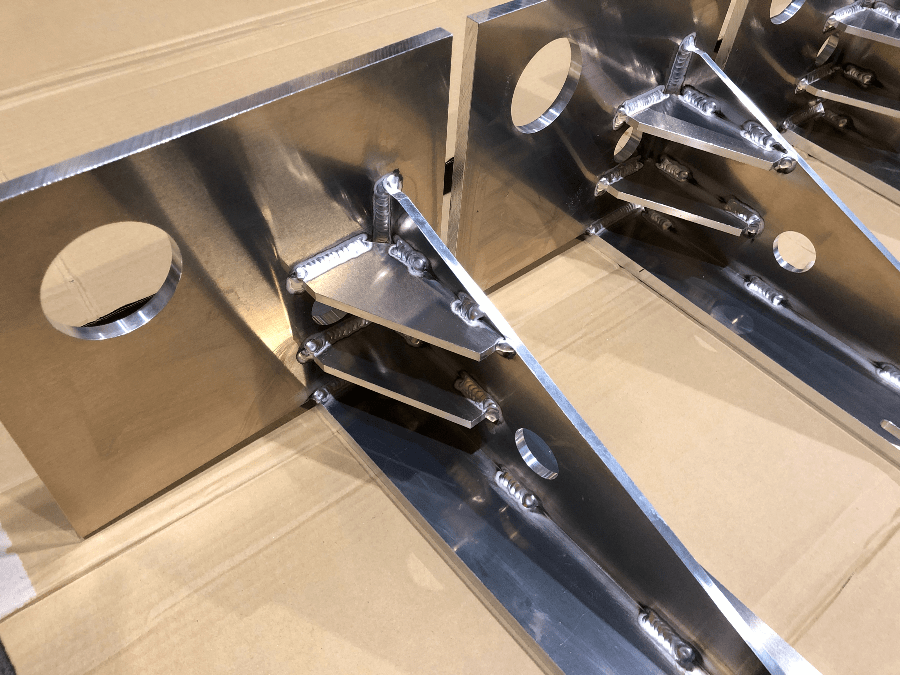
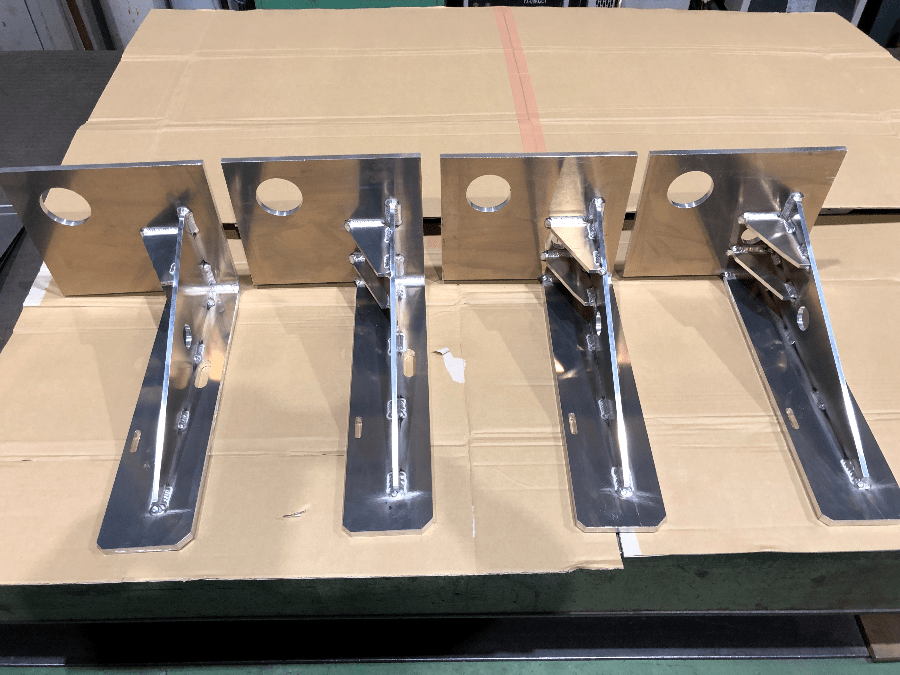
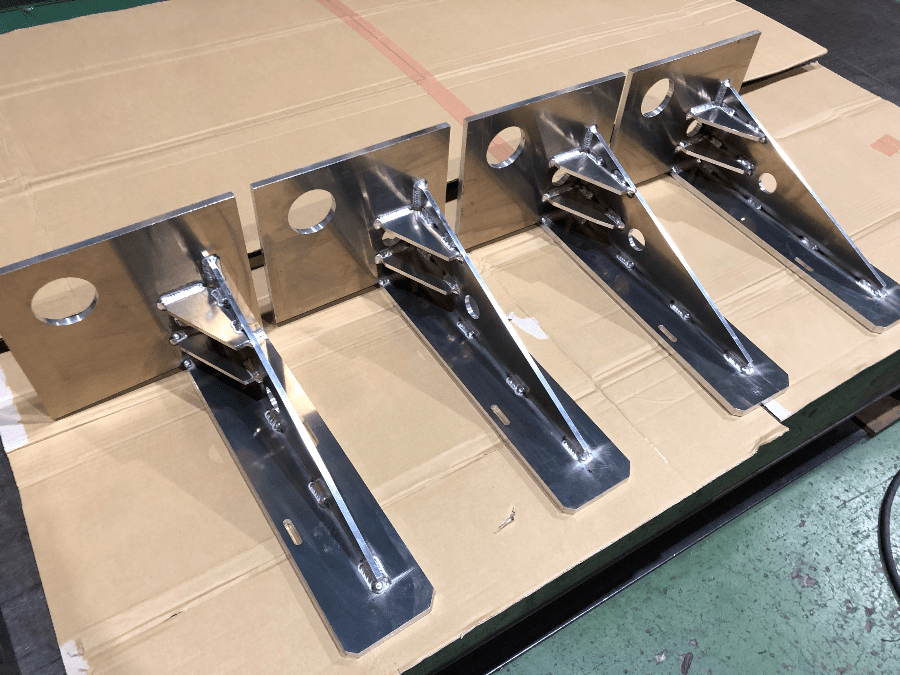
材料と製品サイズ
- 材料:A5052 T=15mm
- サイズ:650×230×350mm
- 4個のブラケットを製作しました。
-
溶接方法とパラメーター
- 【溶接方法】TIG溶接
- 【溶接パラメーター】
- 電源装置:Panasonic YC-300BP4 交流
- 溶接電流:190A
- 交流周波数:200Hz
- 溶加棒:A5356BY φ2.4,3.2
- 電極:純タングステン
- シールドガス:He-Ar
- 予熱:200℃
-
歪み対策の重要性
- アルミは線膨張係数が軟鋼の約2倍と大きく、溶接時に歪みが発生しやすい材料です。
- 特に、厚みの異なる材料を組み合わせる場合、歪み対策は重要な課題となります。
- 当社では、長年の経験とノウハウに基づき、歪みを最小限に抑えるための様々な工夫を行っています。
-
具体的な歪み対策
- 溶接順序や溶接方法を工夫し、熱影響を分散させる。
- 溶接後の歪み取り作業では、バイスやプレスを使用し、製品に傷をつけないよう慎重に修正。
- 【歪み取り】溶接後の歪みは、バイスやプレスを使用して丁寧に修正します。製品に傷をつけないように、細心の注意を払って作業を行います。
-
リピート依頼が多い理由
- 当社の歪み対策技術により、後工程での加工がスムーズになり、お客様の作業効率向上に貢献。
- 高品質な製品と短納期対応が、お客様からの信頼につながっています。
【まとめ】
今回の記事では、アルミ溶接ブラケットの製作事例を通して、当社の技術とノウハウをご紹介しました。アルミ溶接における歪み対策は、
長年の経験と知識が必要です。当社では、お客様のニーズに合わせ、高品質な製品を提供いたします。アルミ溶接に関するご相談は、
ぜひ当社までお気軽にお問い合わせください。
アルミの基礎知識 UACJ さんのサイト
http://www.uacj.co.jp/aluminum/
Copyright© 2020 Kamimura corporation All rights Reserved
著作権は株式会社上村製作所 上村昌也に帰属。無断転載禁止
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント