
ものづくりだより22号
おはようございます。溶接管理技術者の上村昌也です。
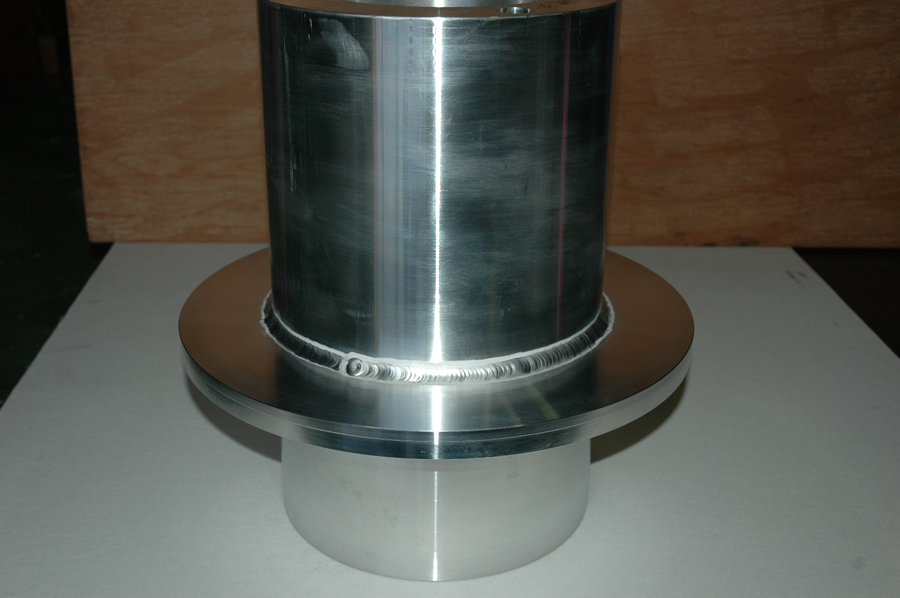
アルミ溶接品のご紹介です。
アルミに予熱は大丈夫?予熱のやり方!
材料
A5052 直径320mm厚み55mmです。
工法
アルミ無垢材を旋盤加工後、溶接にて組み立ていきます
溶接法
Tig交流溶接法です。接合する円盤は直径450mm厚み20mmです。
片方が20mmとはいえパイプがここまで大きいと余熱が必要で
適切な温度まで上げてくる時間がかなり必要でした。
予熱
『アルミ材に予熱』
JISハンドブックでは予熱は推奨していませんがやむを得ず必要となった場合は
一般には250℃以下とする。と述べておられます。
溶接はターンテーブルに載せ温度変化も少なく高品質に出来上がりました。
溶接パラメーター
溶接機 パナソニックYC-500WX
電流値 320A
タングステン 4mm
シールドガス Ar+He
溶加棒 4mm
まとめ
やはりここまで厚物ですと予熱が必要で、溶接電源も無理のない様に
500A機が必要です。この機種ですともっと電流値を高くすれば
予熱なしで接合ができるかもしれません。
しかしアンダーカットやビートの整列などうまくいかないかも知れませんね。
溶接は常に低めの電流値で実施しましょう。
【追記】
アルミニウムの種類により加熱限界温度が有ります。
JISハンドブックに掲載されていますが代表的なA5052,A5083場合で、
加熱加工→250℃
加熱急冷→300℃
と、なっています。
一般社団法人 軽金属溶接協会のホームページ
http://www.jlwa.or.jp/faq/50.html
アルミ溶接品
アルミ厚物溶接のコツ
Copyright© 2017 Kamimura corporation All rights Reserved
著作権は株式会社上村製作所 上村昌也に帰属。無断転載禁止
コメント