
A5052厚板アルミ溶接|予熱温度と入熱管理で失敗を防ぐプロの実践ノウハウ
ものづくりだより22号
厚板A5052のアルミ溶接で、割れ・反り・溶け込み不足に悩んだ経験はありませんか。
厚板アルミは熱の逃げが大きく、通常の感覚で条件を決めると失敗しやすい材料です。そこで鍵になるのが、予熱温度と入熱管理です。
本記事では、実際の製作事例をもとに、A5052厚板アルミ溶接を高品質に仕上げるための考え方と条件設定のポイントを、溶接管理技術者の視点から解説します。
1. 材料と溶接条件:A5052厚板アルミ溶接の前提条件
まずは、実際に溶接したワークの仕様と溶接条件から整理します。
- 材料(母材1):A5052 直径320mm 厚み55mm
- 材料(母材2):A5052 直径450mm 厚み20mm
- 溶接方法:TIG交流溶接
- 溶接機:パナソニック YC-500WX
- 溶接電流:320A(厚板用の高電流域)
- タングステン電極径:4mm
- シールドガス:Ar+He混合ガス
- 溶加棒径:4mm
いずれも厚板アルミに対して一般的な条件ですが、これだけでは十分ではありません。
厚みが増えるほど、母材に吸い取られる熱量が増えるため、予熱と温度管理を前提にした条件設計が不可欠になります。
2. なぜ厚板A5052に予熱が必要なのか:割れと反りのメカニズム
厚板アルミ溶接では、「どこまで予熱して良いのか」「予熱しないと何が起こるのか」がよく問題になります。
JISハンドブックの記載によると、アルミ材の予熱は一般に250℃以下が推奨されています。
A5052の場合、
- 加熱加工の目安温度:およそ250℃
- 加熱急冷の上限温度:およそ300℃
この範囲を超えると、組織変化や強度低下、不要な残留応力の増大につながるリスクがあります。
一方で、予熱が不十分な場合は、
- 入熱不足による溶け込み不良
- 急激な温度勾配による割れ
- 局所的な収縮による反り・変形
といった不具合が発生しやすくなります。特に厚板では、「表面は熱いが内部は冷たい」状態になりやすいため、温度ムラがそのまま品質ムラにつながります。
3. 予熱の方法:ターンテーブルを活用した均一加熱
今回の案件では、ターンテーブルの上にワークを載せ、全体を均一に加熱してから溶接に入っています。
ポイントは次の通りです。
- 部分加熱ではなく、できるだけ母材全体をゆっくり温める
- 非接触温度計などを用い、表面温度の目安を確認しながら加熱する
- 急激な温度上昇・急冷を避け、250℃以下を目安に管理する
「時間がかかるから予熱はしたくない」という声もありますが、厚板アルミ溶接では予熱工程が品質の“半分”を決めると言っても過言ではありません。
予熱により母材全体の温度をある程度そろえておくことで、溶接中の温度差が緩和され、割れ・反り・溶け込み不足のリスクを大きく下げることができます。
4. 溶接条件と入熱管理:安定したビード形成のための具体ポイント
高品質なA5052厚板アルミ溶接を行うために、実務上意識しているポイントを整理します。
- 溶接電流は「厚みと予熱状態」に合わせて設定する
予熱により母材温度が上がる分、同じ板厚でも必要電流は変化します。予熱量とビード観察をセットで評価します。 - アンダーカットとビード乱れを防ぐため、電流の“上げ過ぎ”に注意する
厚板だからといって電流を上げすぎると、余熱との相乗で過入熱になり、ビード形状が乱れます。 - 溶接速度はできるだけ一定に保つ
速度ムラはそのまま入熱ムラとなり、ビード幅・溶け込みのバラつきに直結します。 - パス間温度の管理を意識する
多層盛りでは、各パス間の温度が高すぎても低すぎても不利です。必要に応じて冷却時間を確保します。 - 溶接後の冷却はゆっくり行い、残留応力を抑える
急冷は割れや歪みの原因になります。空冷主体で、極端な水冷などは避けます。
厚板アルミの溶接は、「高電流で一気に溶かす」イメージを持たれがちですが、重要なのは予熱と入熱のバランス設計です。
電流・速度・予熱・冷却をトータルで考えることで、安定したビードと反りの少ない仕上がりが実現できます。
5. 現在の弊社アルミ溶接技術:7年間で何が進化したか
本記事の元となった案件から約7年が経過し、その間にアルミ溶接技術も大きく進化しました。具体的には、
- 予熱温度の管理方法の高度化(実測・記録の仕組み化)
- 板厚・形状別の溶接条件データの蓄積
- ひずみ抑制のためのクランプ方法・支持条件の工夫
- 試作段階でのトライ&エラーを前提にした提案型の進め方
これにより、以前は「難しい」と判断されがちだった厚板・大径品のアルミ溶接も、安定した品質でご提供できるようになりました。
航空機関連部品や特殊装置、治具・フレームなど、さまざまな分野でお声掛けいただいています。
6. まとめ:A5052厚板アルミ溶接で失敗しないために
A5052厚板アルミ溶接では、
- 250℃を目安とした適切な予熱
- 母材全体の温度をできるだけ均一にする工夫
- 板厚・予熱状態に応じた電流と溶接速度のバランス設計
- 多層盛り時のパス間温度と冷却の管理
が重要なポイントとなります。
材料特性と温度の挙動を理解したうえで条件を組み立てることで、割れ・反り・溶け込み不足を抑えた高品質な溶接が可能になります。
アルミ厚板溶接に関する技術相談や試作・開発案件のご相談も承っております。
「他社で断られた」「条件出しから相談したい」といった内容も、まずは一度お問い合わせください。
関連記事:アルミ厚板・曲げ加工の技術解説
▶関連記事(厚板アルミ溶接・A5052/A6061の実例と技術ポイント)
【A5052厚板溶接】歪み抑制と高精度加工のコツ
【A6061曲げ加工】クラック防止の技術と成功事例
【A6061-T6曲げ加工】クラック発生の原因と対策 − 実証試験結果を解説
よくある質問(FAQ)
Q. A5052厚板アルミ溶接では予熱温度は何度が適切ですか?
一般的には150〜250℃程度が目安になります。A5052の場合、加熱加工はおよそ250℃、加熱急冷はおよそ300℃が上限の目安とされています。材料の厚みや形状によって最適温度は変わるため、「250℃以下で均一に温める」ことを基準に検討します。
Q. アルミ溶接で予熱をしないと、どのような不具合が出やすいですか?
厚板では熱が母材に逃げるため、予熱が不足すると溶け込み不足・ビード形状の乱れ・割れ・反りなどの不具合が発生しやすくなります。特に板厚が大きい場合や大径品では、予熱を前提に条件を組み立てた方が安定した結果が得られます。
Q. 厚板アルミ溶接の入熱管理で、現場で特に意識すべきポイントは何ですか?
事前の予熱で母材温度をある程度そろえておくことが最も重要です。そのうえで、板厚と予熱状態に合わせて電流・溶接速度を決め、パス間温度や冷却条件を管理します。溶接中に細かく温度を測定することは現実的ではないため、「溶接前の条件作り」と「ビードの状態を見ながら微調整する運用」が実務的な入熱管理になります。
参考リンク
一般社団法人 軽金属溶接協会のFAQ(アルミ溶接の基礎情報)
http://www.jlwa.or.jp/faq/50.html
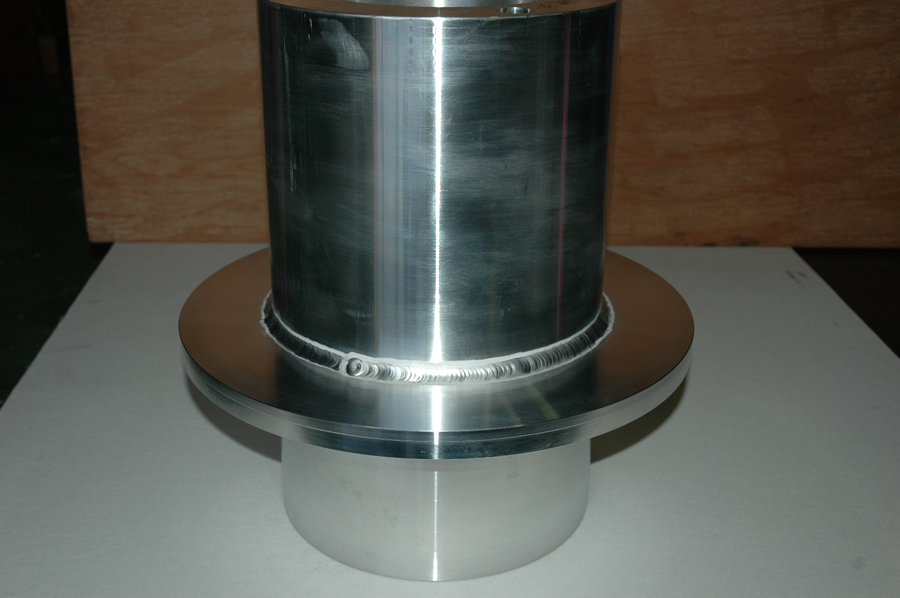
写真の製品は、この記事で解説している厚板A5052アルミ溶接の具体的な事例です。直径320mm、厚み55mmのA5052材と直径450mm、厚み20mmのA5052材を、TIG交流溶接を用いて接合しています。ご覧いただけるように、溶接部は非常に美しく、高品質な仕上がりとなっています。これは、適切な予熱と温度管理、そして熟練した溶接技術によるものです。厚板アルミ溶接では、材料全体の温度を均一に保ち、溶接電流や速度を適切に管理することが重要です。弊社の高度な技術により、このような複雑な形状や厚板の溶接も高品質で実現可能です。
航空機や特殊装備、厚板アルミ構造物のご相談もお任せください。
現場のリアルを知る私たちだからこそ、最適なご提案ができます。
▼ LINEからもお気軽にどうぞ!


著作権及び免責事項
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
#アルミ溶接 #修理 #アルミフレーム溶接 #少人数板金 #京都板金
コメント