
【チタン溶接のプロが解説!TB340フランジ加工、高品質を保つ秘訣】
ものづくりだより334号
【はじめに】
おはようございます。溶接管理技術者の上村昌也です。
TB340チタンフランジの溶接は、高度な技術と細心の注意が求められる作業です。チタンは高温で大気中の酸素や窒素と反応しやすく、酸化物は製品の品質を著しく低下させる可能性があります。この記事では、高品質なTB340チタンフランジ溶接を実現するための重要なポイントを、溶接管理技術者の視点から解説します。
- 材料:チタン丸棒φ60またはφ25、長さ455mm
- フランジ部分:φ285、厚み20mm
【溶接方法とパラメーター】
高品質な溶接を実現するために、以下の工法とパラメーターを採用しました。
- 工法:Tig溶接
- 溶接部のコンタミ発生を防ぐため、バックシールドを徹底
- 電源装置:Panasonic YC-300BP4 DC
- 溶接電流:115A
- 溶加棒:Ti-2 1.0mm、1.6mm
- 電極:レアーアースタングステン
- シールドガス:Ar100%
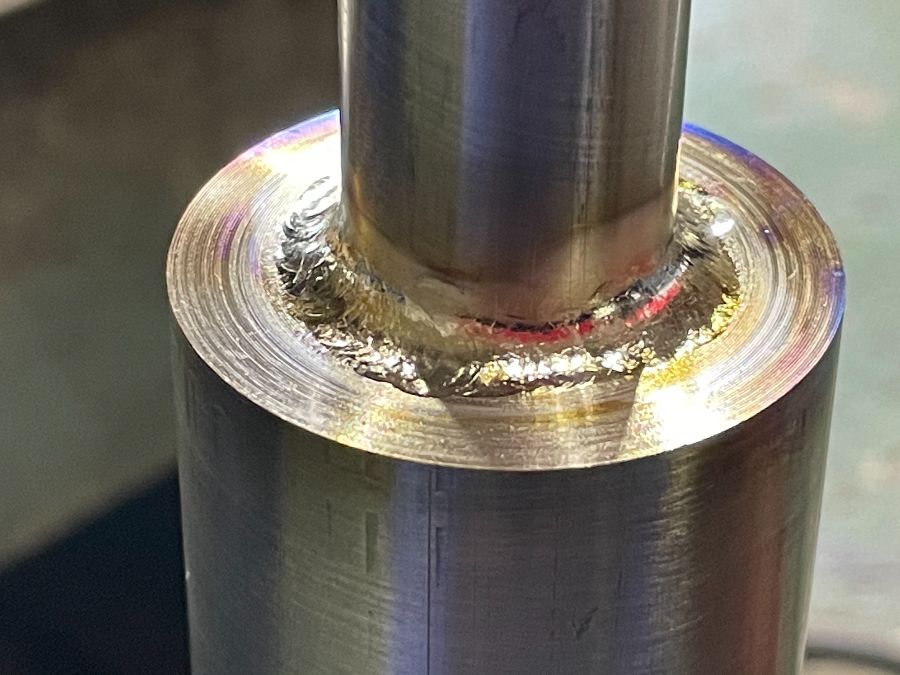
写真1:溶接部分
【酸化対策の重要性】
チタン溶接において最も警戒すべきは、酸化による品質低下です。
- チタンは高温下で大気との親和性が高く、容易に酸化反応を起こします。
- 酸化物は硬くてもろいため、割れ等の欠陥に繋がります。
- 溶接時の酸化を防ぐため、アフターシールドガスによる冷却が不可欠です。

写真2:溶接後のチタンフランジ(美しい銀色のビード)
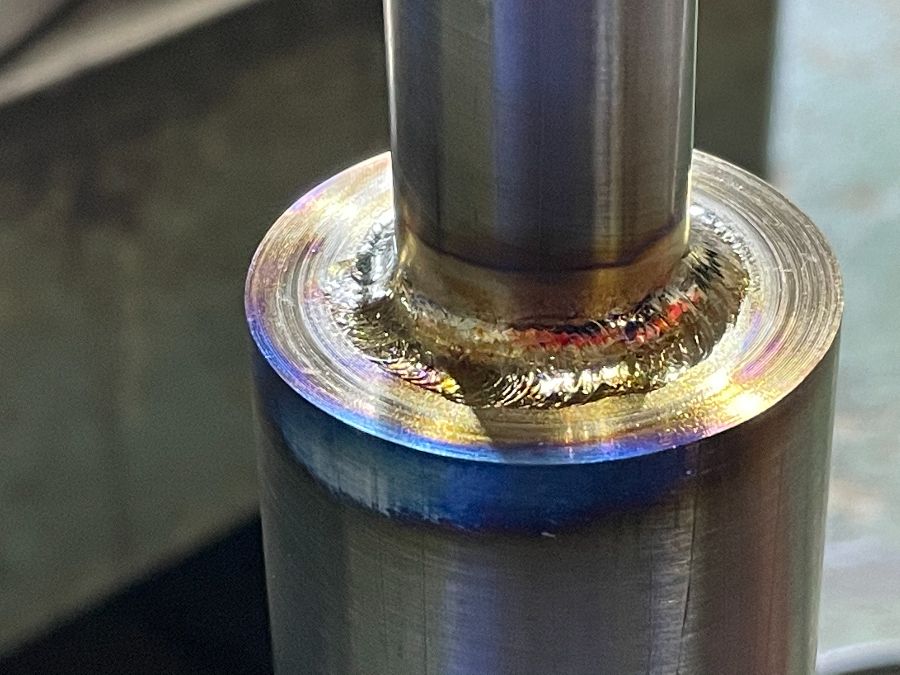
トーチ角度の具合で焼け気味
【高品質溶接の実現】
- 円周溶接時のトーチ角度に注意し、酸化を防ぎます。
- もしコンタミが発生したとしても、機械加工での除去が可能です。
- 溶接シールドガスとアフターシールドガスを適切に管理し、酸化を徹底的に防止しましょう。

シールドが出来ている溶接ビート

【検査体制】
溶接後の品質を保証するために、以下の検査を実施しました。
- 目視試験:外観の異常を確認
- PT試験:漏れ検査を実施し、製品の安全性を確認
浸透処理中
現像処理にて試験判定


【まとめ】
TB340チタンフランジ溶接は、高度な技術と丁寧な作業が求められます。適切な工法とパラメーターの選定、徹底した酸化対策、そして厳格な検査体制があって初めて、高品質な製品が完成します。弊社の技術と経験は、お客様のビジネスに貢献できると確信しております。チタン溶接に関するご相談は、ぜひ弊社までお寄せください。
参考
溶接情報センターさんのホームページ
http://www-it.jwes.or.jp/qa/details.jsp?pg_no=0020030150
http://www-it.jwes.or.jp/qa/details.jsp?pg_no=0020030190

チタン溶接のご相談もお任せください。
現場のリアルを知る私たちだからこそ、最適なご提案ができます。
▼ LINEからもお気軽にどうぞ!


著作権及び免責事項
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
#アルミ溶接 #修理 #アルミフレーム溶接 #少人数板金 #京都板金
コメント