
【プロが解説】SGP配管溶接を成功させる3つの秘訣|高品質な溶接はこうして実現する
ものづくりだより310号
【はじめに】
おはようございます。溶接管理技術者の上村昌也です。今回のものづくりだより310号では、SGP200A配管の溶接について、現場で実際に行っている作業工程とそのポイントを詳しく解説します。
【SGP200A配管溶接の工程解説】:
【クロカワ除去】
SGP配管は、ステンレスに比べてクロカワの除去に手間がかかります。溶接部の健全性を確保するために、サンダーで丁寧に除去します。

配管の黒皮をサンダーで除去します。
【ネルタックス塗布】
接合箇所にネルタックスを塗布することで、ブローホール対策を行います。ネルタックスを塗布することで溶接がスムーズになり、湯流れも良くなります。ネルタックスを使用しないと、溶融池が安定せず、溶接が困難になることがあります。

この状態でフランジをつけてネルタックスを丁寧に塗布します。
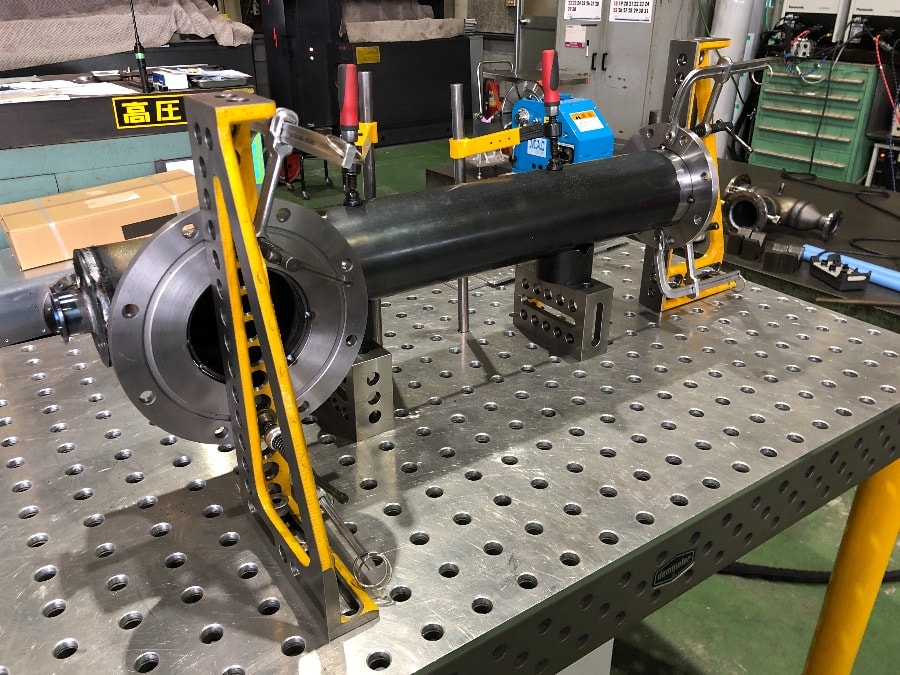
【デメラー3Dテーブルでの組み立て】
デメラー3Dテーブルとアタッチメントシステムを使用することで、SGP200A配管とフランジの組み立て作業を効率的に行えます。特に、フランジの面出しが容易になり、生産性向上に貢献します。」

デメラー3Dテーブルでの組み立て作業の写真
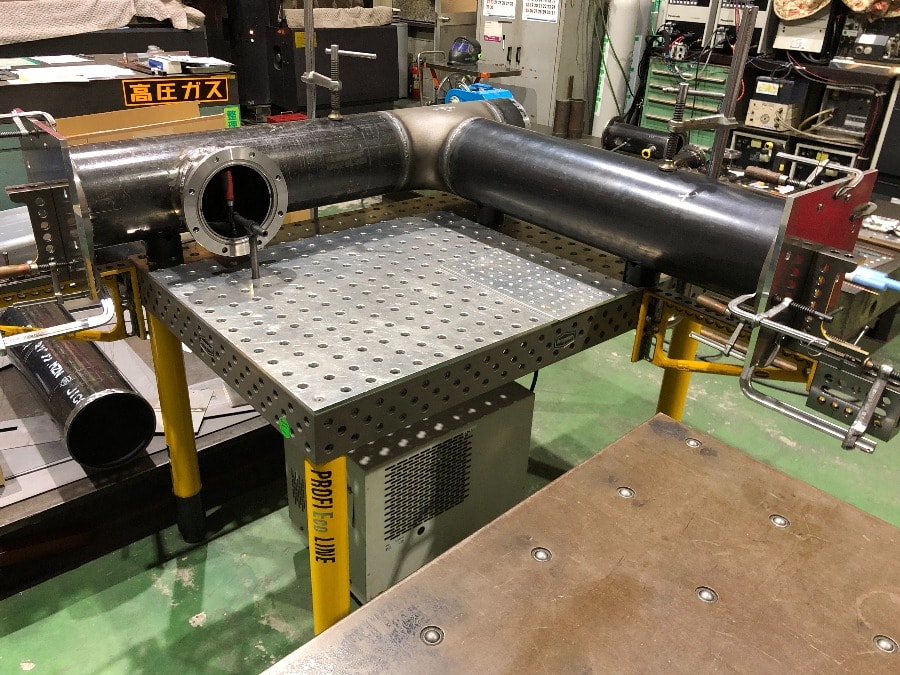
フランジを組み合わせていきます
【Tig溶接】
Tig溶接のパラメーターは、電源装置:Panasonic YC-300BP4 直流、溶接電流:150A、溶加棒:TG-S50 φ2.4,3.2、電極:レアアースタングステン、シールドガス:Arです。ネルタックスを塗布しているため、溶接はスムーズに進みます。SS材は溶融池が広がりやすく、溶接が難しい場合がありますが、ネルタックスを使用することで安定した溶接が可能です。

結構重いです
【まとめ】
今回は、SGP200A配管とフランジの組み立てに、デメラー3Dテーブルとアタッチメントシステムを活用した事例を紹介しました。これらの道具を使うことで、フランジの面出しが容易になり、生産性向上に繋がりました。やはり、道具は重要だと再認識しました。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
デメラーのサイト
日本輸入元 テンポスさん
http://www.tempos.tokyo/demmeler.html
プロが必ずやっている配管溶接のしかた
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント