
【厚板アルミ溶接のプロが解説!A5052高品質溶接の秘密】
【はじめに】
おはようございます。溶接管理技術者の上村昌也です。今回は、以前製作したアルミ溶接部品(A5052 T=20mm 250×180×220)の
類似品の製作事例をご紹介します。特に、厚板アルミ溶接における高品質な溶け込みを実現する弊社の技術力にご注目ください。

高品質な溶け込みを実現したA5052厚板溶接部品
【溶接条件とポイント】
今回の溶接条件は以下の通りです。
- 溶接機:パナソニックYC-350BP4
- 溶接電流:210A
- タングステン:純タングステン 3.2mm
- 溶加棒:3.2mm
- シールドガス:Ar+He
これらの条件は、過去の溶接施工記録を基に設定しました。その結果、写真の通り、狙い通りの溶け込みを実現しています。
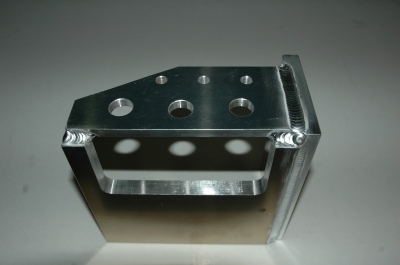
適切な溶接条件と前処理により、高品質な溶け込みを実現
このような部品は、機械加工業者様からのご依頼で多く製作しています。健全な溶接には、溶接士の高度な技量だけでなく、
適切な溶接パラメータと丁寧な前処理が不可欠です。
【弊社のアルミ溶接技術】
弊社では、3年前の記事公開後も技術向上に努め、A5052厚板溶接において、より安定した品質で溶け込みを実現できるようになりました。長年の経験と技術の蓄積により、お客様の多様なニーズにお応えします。
【まとめ】
アルミ溶接、特に厚板溶接は、適切な溶接条件と丁寧な前処理が重要です。高品質な溶接は、製品の品質向上に直結します。アルミ溶接に関するご相談、御社のビジネスに繋がるご相談は、ぜひお気軽にお問い合わせください。弊社の高度な技術と豊富な経験が、お客様のビジネスを強力にサポートいたします。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
軽金属溶接協会 Q&A ページ
http://www.jlwa.or.jp/faq/index.html
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント