
知らないと危険!?テンパーカラーが引き起こす隠れたトラブルと正しい対処法
ものづくりだより77号
おはようございます。溶接管理技術者の上村昌也です。
【こんな方に向けた記事です】
・ステンレス溶接の“焼け色”が品質に影響しないか不安な方
・お客様から「焼けNG」要求を受け、どう対処すべきか困っている方
・テンパーカラーの許容基準・対策方法を知りたい設計/品質担当者の方
画像添付での技術相談にも対応しております。
▶ 技術相談はこちら
テンパーカラーとは?
テンパーカラーは、TIG溶接時に金属表面に形成される酸化被膜の色変化を指します。
電流値・シールドガス・溶接スピードなどの条件が影響し、特にステンレスでは耐食性・外観品質に直結します。
テンパーカラーが発生する理由
ステンレスはクロム(Cr)を含むため、熱影響を受けると酸化皮膜が急速に形成されます。
皮膜の厚みに応じて黄色→青→紫→黒と変化し、黒色化するほど耐食性低下のリスクが大きくなります。
テンパーカラーが引き起こす品質トラブル
- 耐食性が低下(特に食品機械・薬品系装置で致命的)
- 外観品質の低下(クレームの原因に)
- 応力腐食割れの誘発
- 医療機器・真空装置では機能不良の原因に
テンパーカラーの正しい対策方法
- 適切な溶接条件(電流値・トーチ角度・ガス流量の最適化)
- パルス溶接の活用で入熱を抑制
- 裏波側のシールドを十分に確保
- 酸洗・パッシベーション処理で耐食性を回復
これらを適切に行うことで、外観の美しさと耐食性を同時に確保できます。
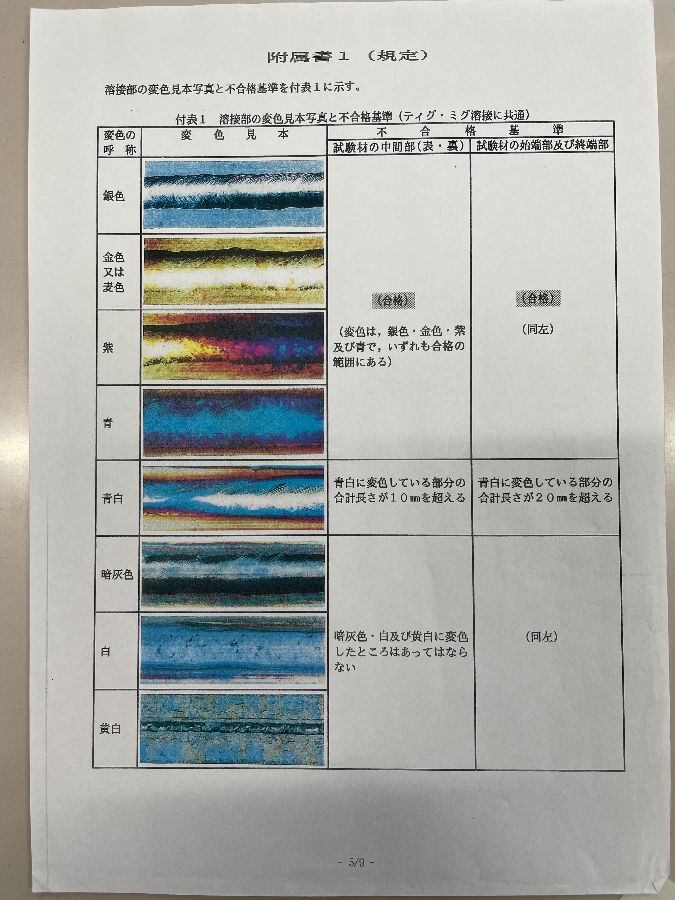
テンパーカラーの判定基準(参考)
以下はチタン溶接のテンパーカラー基準ですが、色の“許容・非許容”を判断する際の参考になります。
上村製作所のステンレス溶接品質(強み)
テンパーカラーの発生を最小限に抑えるため、当社では次のような高度な管理を行っています。
- パルス制御による低入熱TIG
- 部材に応じた治具設計
- 裏波ガスバック・二重シールド対応
- 焼け取り・酸洗・パッシベーション処理の一貫対応
食品・医療・研究機関向けのSUS製品にも対応可能。
耐食性・美観・精度を両立した高品質なステンレス溶接をご提供します。
【まとめ】
テンパーカラーは単なる“焼け色”ではなく、耐食性と品質の重要指標です。
適切な溶接条件・処理を行うことで、トラブルを確実に防止できます。
FAQ(よくある質問)
Q1. テンパーカラーが付いていても強度に問題はありますか?
見た目では判断できません。耐食性が落ちるケースが多いため、用途によっては
再処理(酸洗・パッシベーション)必須です。
Q2. 研磨でテンパーカラーを落とせば品質は回復しますか?
外観は改善しますが、金属組織の変化や耐食性の低下が残ることがあります。
機能部品の場合は必ず耐食性処理が必要です。
Q3. テンパーカラーはどこまで許容されるのでしょうか?
業界ごとに基準が異なります。食品・医療・半導体装置は非常に厳格で、焼け色ゼロが基本です。


著作権及び免責事項
本記事の内容の詳細については、「免責事項」をご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
#ステンレス溶接 #テンパーカラー #焼け取り #TIG溶接 #京都板金
コメント