
『インテル経営の秘密』という本があります。インテルをゼロから世界最強の半導体企業に育てたアンディ・グローブの経営哲学を記した一冊です。
その中に、製造業の核心をついた考え方が出てきます。
「検査は、付加価値がつく前に行え。発見が遅れるほど、損失は大きくなる」
グローブはこれを「受入検査」「中間検査」「完成検査」という3段階で説明しています。素材の段階で不良を発見できれば損失は小さい。しかし加工が進めば進むほど、そこに乗っかるコストは膨らんでいく。完成してから不良が発覚したときの損失が、最も大きい——という考え方です。
読んだとき、私はすぐに溶接現場のことを考えました。
旋盤で削り、マシニングセンタで仕上げ、数十万円の付加価値が積み上がった部品。それが最終工程の溶接で、翌朝クラックが入って発覚する。材料費・加工費・工数——すべてがゼロになる瞬間です。
グローブが最も避けろと言った状態が、S45C溶接の現場では今も起きています。
ある日、同業の溶接屋さんが青い顔で工場に来ました。
「上村さん、これどないしたらええんやろ」
溶接したS45Cの部品に、クラックが入っていました。溶接した、翌日のことでした。
腕のいい職人でも、やり方を知らなければS45Cは翌日に割れる。それくらい厄介な材料です。200℃予熱と溶加棒の選定——この2点を伝えました。その後、無事に溶接できたと報告がありました。
予熱と溶加棒の選定は、完成後に取り返しのきかない損失を防ぐための「中間検査」です。知っているか知らないかで、結果がまったく変わります。
おはようございます。溶接管理技術者の上村昌也です。
ものづくりだより244号
📌 この記事でわかること
- ベテランでも翌日に割れる「遅れ割れ」の仕組みと本当の原因
- 数十万円の加工済み部品が一瞬でスクラップになるリスク
- S45C溶接を成功させる200℃予熱と溶加棒選定の絶対条件
- 他社に断られた公差±0.04mmを実現した成功事例の全容
目次(クリックで開く)
なぜS45Cは翌日に割れるのか
炭素含有量が高いS45Cは、溶接の熱を受けたあと急激に冷えると内部で硬化組織が生まれます。逃げ場を失った応力が、数時間後〜翌日にかけてクラックとして現れる。これが「遅れ割れ」です。
「溶接直後は大丈夫だった」は安心の証拠ではありません。翌朝こそが本当の答え合わせです。
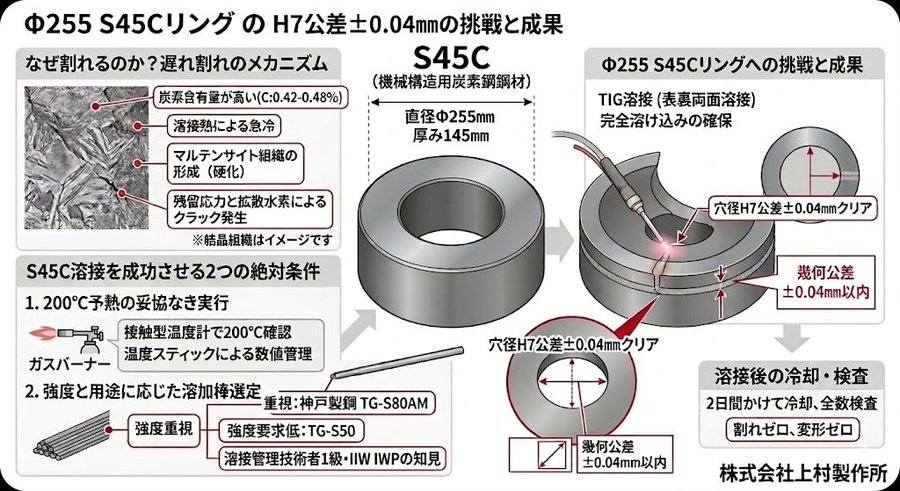
キャプション:遅れ割れの発生メカニズム(マルテンサイト硬化→残留応力→クラック)と、成功に必要な2条件(200℃予熱・溶加棒選定)をまとめたインフォグラフィック。
数十万円の部品が一瞬でスクラップになる
精密機械加工まで済んだ部品が溶接で割れたら、材料費・加工費・工数——すべてがゼロになります。安い業者を選んで割れた、では誰も得しません。
S45C溶接を成功させる2つの絶対条件
① 200℃予熱を妥協しない
ガスバーナーで母材全体を均一に加熱し、接触型温度計と温度スティックで数字として確認する。この手間を省いた瞬間、遅れ割れのリスクが跳ね上がります。
② 溶加棒を用途で選ぶ
強度重視なら神戸製鋼 TG-S80AM、強度要求が低ければTG-S50。毎回ヒアリングして選定します。
S45Cの溶接でお困りですか?まずはご相談ください。
他社に断られた——公差±0.04mmへの挑戦
直径Φ255、厚み145mmのS45Cリング。穴径はH7公差(±0.04mm)以内。髪の毛一本の半分以下の誤差しか許されない仕事です。
「他社では難しいと言われた」とのことでした。私たちは受けました。
200℃予熱、TG-S80AM、表裏両面溶接。溶接後は2日間かけて冷却・検査。


割れゼロ。変形ゼロ。±0.04mm以内、クリア。
「他社で断られた溶接を、高い品質で実現していただき大変感謝しています」
失敗できない一品だからこそ
知っているだけでなく、毎回必ず実行する——それだけです。
▶︎▶︎ 「激ムズ溶接チャレンジシリーズ(極薄ステンレスや厚板アルミ溶接の特集)」はこちら
▶ 関連記事(S45C溶接の実例・参考資料)
よくある質問(FAQ)
Q1. S45Cと45Cは同じものですか?
はい、同じです。正式には「機械構造用炭素鋼鋼材 S45C」ですが、現場では略して「45C」と呼ばれることもあります。
Q2. S45CのTIG溶接に適した溶加棒はどれですか?
強度を重視する場合は神戸製鋼 TG-S80AM、またはニッコー熔材 NTG-50Rがよく用いられます。用途や熱処理条件に応じて選定します。
Q3. S45Cを溶接すると割れが発生しやすいのはなぜですか?
炭素量が多く硬化組織が生じやすいためです。対策としては200℃前後の予熱と低入熱溶接が基本になります。
Q4. 溶接後、数時間〜翌日に割れが出ました。原因と対策は?
残留応力や拡散水素による遅れ割れの可能性があります。後熱処理(応力除去焼なまし)や、事前の乾燥・予熱条件の見直しが有効です。
Q5. SS400とS45Cの異材溶接は可能ですか?
はい、可能です。ただしS45C側に割れが出やすいため、S45C側を十分に予熱し、低入熱で溶接することが重要です。
Q6. S45C溶接を自社で行うリスクはありますか?
最大のリスクは、高価な機械加工済み部品を割れによって廃棄(スクラップ)にしてしまうことです。ワーク形状や環境次第で内部欠陥が生じるケースもあるため、失敗できない部品は専門業者への依頼を推奨します。
Q7. 上村製作所にS45C溶接を依頼するメリットは何ですか?
豊富なS45C施工実績と、徹底した予熱・溶加棒選定の管理により、割れリスクを極限まで低減できる点です。他社で断られた難形状や、高精度が求められる重要部品もお任せください。
免責事項
本記事は一般的な技術情報と現場知見に基づく解説です。最適条件は、材質・板厚・形状・拘束条件・要求品質・検査条件により変動します。安全対策(換気・保護具等)を徹底のうえ、必要に応じて専門家へご相談ください。本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2026 KAMIMURA corporation All rights Reserved. 当サイトに関わるあらゆる著作物・知的財産は上村昌也に帰属します。無断転載禁止
図面がある加工案件でしたら、可否・概算・納期の方向性を先に整理できます。
まずは図面(PDF)または写真をお送りください。図面が未確定の段階でも、整理しながら進めることが可能です。
- 材質・板厚・数量(分かる範囲でOK)
- 要求精度・用途(気密/歪み管理など)
- 希望納期(確定でなくてもOK)


スマホでQRを読み取り、LINEから図面・写真を送っていただくことも可能です
営業時間 08:30〜17:30(土・日曜日・祝日休業)
075-982-2931
溶接管理技術者1級IIW IWP
コメント