はい、お客様がお持ち込みになった材料での溶接作業のみのご対応も可能です。 溶接専門業者さまは溶接そのものに特化されているため、補修内容によっては費用を抑えられる場合があります。 一方、弊社は精密板金メーカーとして、溶接だけでなく加工・仕上げ・寸法検査まで含めて「製品として責任を持つ」対応をしています。 「他社では断られた」「難しいとされている」―― ※お気軽にお問い合わせください スマホでQRを読み取って、LINEからも簡単にご相談いただけます 075-982-2931 板金加工に精通、溶接管理技術者1級がご対応します 著作権及び免責事項 #アルミ溶接 #修理 #アルミフレーム溶接 #少人数板金 #京都板金 小口、小ロットのお仕事歓迎 【お問い合わせ~まずはお気軽にご相談ください~】 板金加工、溶接に関してお困りのことがございましたら、どんな些細なことでも構いませんので、まずはお気軽にお問い合わせください。熟練のスタッフが、お客様のニーズを丁寧にお伺いし、最適なソリューションをご提案させていただきます。 皆様からのご連絡を心よりお待ちしております。 **小ロット・短納期でお手伝いします!** ▶︎LINEはこちらからでも簡単にご相談いただけます! スマホでQRコードを読み取って、すぐにご連絡いただけます。 [QRコード画像]
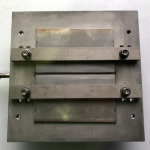
著作権及び免責事項: 本記事の内容の詳細については、「免責事項」ページをご確認ください。 お客様に最高のサービスを提供するために、誠に恐縮ながら、以下のご依頼には対応が難しい場合がございます* これらの「できないこと」があるからこそ、私たちは「できること」に注力し、専門性の高い技術とサービスを提供することをお約束します。 板金加工や溶接の業者様にとって、日々の業務における効率化は重要な課題ですよね。特に、各種検定に対応するための準備や作業には、時間と手間がかかるものです。もし、その煩わしさを解消し、作業効率を格段に向上させる画期的なツールがあれば、ぜひ導入を検討したいと思いませんか? 【現場の声をカタチに】独自開発の検定対応治具 弊社では、長年の板金加工・溶接の経験と知識を活かし、現場の皆様の声に応えるべく、検定作業に特化した独自の治具を開発いたしました。この治具は、「本当に使いやすい」と多くのお客様からご好評をいただいております。その理由は、徹底的に使いやすさを追求した設計にあります。複雑な操作は一切不要で、誰でも簡単に、そして正確に検定作業を行うことができるのです。 【選べる購入方法】直接販売・商社様経由・STORES この大変便利な検定対応治具は、お客様のニーズに合わせて様々な方法でご購入いただけます。 お客様のご都合の良い方法をお選びいただけるのが、弊社の強みです。 【ビジネスを加速させる】導入メリット 弊社の検定対応治具を導入いただくことで、以下のようなメリットが期待できます。 【最新情報】STORESでもご購入可能に! 2023年1月11日、弊社の検定対応治具がSTORESでもお求めいただけるようになりました。より手軽に、より便利にご購入いただけるようになり、ますます皆様のビジネスをサポートできると確信しております。 板金加工・溶接のプロフェッショナルの皆様、この機会にぜひ弊社の独自開発した検定対応治具の導入をご検討ください。貴社のビジネスの発展に、必ずお役に立てると信じております。まずはお気軽にお問い合わせください。 **小ロット・短納期でお手伝いします!** ▶︎LINEはこちらからでも簡単にご相談いただけます! スマホでQRコードを読み取って、すぐにご連絡いただけます。 [QRコード画像]
著作権及び免責事項: 本記事の内容の詳細については、「免責事項」ページをご確認ください。 ロー付けは可能ですか? **小ロット・短納期でお手伝いします!** ▶︎LINEはこちらからでも簡単にご相談いただけます! スマホでQRコードを読み取って、すぐにご連絡いただけます。 [QRコード画像]
著作権及び免責事項: 本記事の内容の詳細については、「免責事項」ページをご確認ください。 【はじめに】お客様からのよくあるご質問 – ジュラルミンの溶接について お客様より頻繁にお問い合わせいただく「ジュラルミン(A2017)や超ジュラルミン(A2024)の溶接は可能ですか?」というご質問について、この記事では詳しく解説いたします。 【結論】ジュラルミン、超ジュラルミンの溶接は確かな実績と技術で対応可能です 結論から申し上げますと、弊社ではジュラルミン(A2017)、超ジュラルミン(A2024)の溶接は十分に可能です。長年にわたり、多くのお客様からのご要望にお応えし、様々な製品の溶接を手掛けてまいりました。 【実績紹介】強度試験にも合格。信頼性の高い溶接技術 ブログや製品案内でもご紹介させていただいております通り、弊社はジュラルミン、超ジュラルミンの溶接において豊富な実績を有しております。単に溶接ができるというだけでなく、厳しい強度試験にも合格していることが、弊社の高い技術力と信頼性の証です。お客様の製品に求められる強度や品質基準をクリアした溶接をご提供いたしますので、ご安心ください。 【対応可能な材質】A2017、A2024以外のジュラルミンもご相談ください 本記事では、特にお問い合わせの多いA2017(ジュラルミン)とA2024(超ジュラルミン)の溶接についてご説明しましたが、その他の種類のジュラルミンに関しても、ぜひ一度ご相談ください。弊社の技術力をもって、最適な溶接方法をご提案させていただきます。 【お問い合わせ方法】まずはお気軽にご連絡ください ジュラルミン溶接について、さらに詳しい情報をご希望の方や、具体的なご依頼をご検討されている方は、どうぞお気軽にお問い合わせください。メールでのお問い合わせはもちろん、お急ぎの場合はお電話でのご連絡も歓迎いたします。 【おわりに】貴社のビジネスを強力にサポートいたします 弊社は、板金加工、溶接の専門業者として、ジュラルミンの溶接技術を通じて、お客様のビジネスの発展に貢献したいと考えております。高品質な製品づくり、新たな技術への挑戦など、貴社の様々なニーズに柔軟に対応いたします。まずはお気軽にご連絡いただき、貴社の課題やご要望をお聞かせください。共に未来を創造できることを楽しみにしております。 ジュラルミン溶接品 ジュラルミン溶接品 **小ロット・短納期でお手伝いします!** ▶︎LINEはこちらからでも簡単にご相談いただけます! スマホでQRコードを読み取って、すぐにご連絡いただけます。 [QRコード画像]
著作権及び免責事項: 本記事の内容の詳細については、「免責事項」ページをご確認ください。 短納期対応は可能ですか 独自のネットワークにてリードタイムの短縮を図っています。 また、緊急性が必要な場合も一度お電話下さい。 短納期対応 お問合せください! 取得していません。 材料の保管はどの様にされているのでしょうか? 材質により保管場所を決めています。 保管棚に収納しています。 溶接施工記録を作成しています。 トレサビリティ体系を確立しています。 品質保証課が完成検査を実施しています。 受入検査、中間検査、出荷検査体制を確立し 圧力配管の製作は可能ですか 低圧配管は製作実績多数ですが高圧配管も実績はあります。 SUS304 SUS316 SS400とSUS304などの異材溶接ですが 水圧にて35Mpa耐圧試験。TIG溶接部の 配管水圧試験の様子 SS400,SUS304 異材継手溶接圧力配管、 高圧配管異材継手溶接 SGP200A配管溶接のしかた 08.27.2020 更新 溶接気密試験の確認方法は浸透探傷試験及び水圧試験を実施しています。 【浸透探傷試験】 手順は次の通りです。 PT(ペネトラント テスト)と呼んでます。 浸透探傷試験材 溶接欠陥部分が赤色に発色します。(経年劣化による割れ) 配管試験中の様子 【水圧試験】 弊社にて水圧での耐圧試験を行える範囲は低圧の 水圧試験の様子 ヘリウムディデクターを使った試験にも対応しています。 高真空チャンバー高真空試験 【はじめに】多岐にわたる産業分野で活躍*弊社の納入実績をご紹介します 弊社は、長年にわたり板金加工と溶接の技術を磨き、様々なお客様のニーズにお応えしてまいりました。本記事では、特に多くのお問い合わせをいただく納入実績について、具体的な取引先やエンドユーザー様を交えながらご紹介いたします。 【主要取引先】信頼の証*継続的なお取引をいただいております 現在、継続的にお取り引きを頂いている販売先、そして過去に納入実績のある販売先は下記の通りです。(順位不同*敬称略) これらの企業様との長年にわたる信頼関係は、弊社の技術力と対応力が高く評価されている証であると自負しております。 【エンドユーザー様】社会の基盤を支える*幅広い分野への納入実績 また、最終的な製品をご利用いただくエンドユーザー様として、下記のような機関・企業様へ納入させていただいております。 エネルギーインフラ、安全保障、科学研究といった、社会の根幹を支える分野で弊社の技術が活用されていることは、大きな誇りです。 【近年注力分野】火力発電プラント向け受注が増加中 近年、特に火力発電プラント向けのご依頼が増加傾向にあります。高度な技術と品質管理が求められる分野においても、弊社の実績とノウハウが評価されているものと考えております。 【おわりに】確かな実績と技術で貴社のビジネスに貢献します 弊社の幅広い納入実績は、お客様からの信頼の証です。航空宇宙、エネルギー、半導体製造装置など、様々な分野で培ってきた技術と経験を活かし、貴社のビジネスを強力にサポートいたします。板金加工、溶接のパートナーをお探しの際は、ぜひ一度弊社にご相談ください。 **小ロット・短納期でお手伝いします!** ▶︎LINEはこちらからでも簡単にご相談いただけます! スマホでQRコードを読み取って、すぐにご連絡いただけます。 [QRコード画像]
著作権及び免責事項: 本記事の内容の詳細については、「免責事項」ページをご確認ください。 日本溶接協会にて認定されています。 03/12/2018見直し IIW IWP資格 **小ロット・短納期でお手伝いします!** ▶︎LINEはこちらからでも簡単にご相談いただけます! スマホでQRコードを読み取って、すぐにご連絡いただけます。 [QRコード画像]
著作権及び免責事項: 本記事の内容の詳細については、「免責事項」ページをご確認ください。 TIG溶接を主体としたアーク溶接です。 特にアルミ溶接には専用の溶接機(500A/300A) ステンレスにも専用シールドガスを用い溶接作業を CMT溶接機を導入しました。 アルミはんだで小径薄物パイプ接合も出来ます。 **小ロット・短納期でお手伝いします!** ▶︎LINEはこちらからでも簡単にご相談いただけます! スマホでQRコードを読み取って、すぐにご連絡いただけます。 [QRコード画像]
著作権及び免責事項: 本記事の内容の詳細については、「免責事項」ページをご確認ください。 純アルミA1000系アルミニウム合金2014 2017/ 3003/ 5052 5083/ SUS304系316系 純チタン2種 Cu1100 タフピッチ銅 カーボンスティールはSS材となります。 板金を主体とした溶接構造物が得意科目です。 ステンレスは、配管パイプ溶接・圧力タンク・ いずれも短納期対応 アルミカバー **小ロット・短納期でお手伝いします!** ▶︎LINEはこちらからでも簡単にご相談いただけます! スマホでQRコードを読み取って、すぐにご連絡いただけます。 [QRコード画像]
著作権及び免責事項: 本記事の内容の詳細については、「免責事項」ページをご確認ください。 先代上村保も学業終了後、同社に入社し、技術を蓄積しました。 一心不乱に働き少しずつ設備を導入していったそうです。 先代さん 工場建屋 **小ロット・短納期でお手伝いします!** ▶︎LINEはこちらからでも簡単にご相談いただけます! スマホでQRコードを読み取って、すぐにご連絡いただけます。 [QRコード画像]
著作権及び免責事項: 本記事の内容の詳細については、「免責事項」ページをご確認ください。 溶接割れは製品の品質や強度に重大な影響を及ぼす欠陥であり、決して放置できません。必ず目視や非破壊検査によって確認する必要があります。本記事では、高温割れと低温割れに分けて、発生原因や種類を分かりやすくまとめました。 高温割れには凝固割れと液化割れがあります。 低温割れには延性低下割れと水素脆化割れ(遅れ割れ)があります。 溶接割れは目視で発見できない場合もあり、製品の品質や安全性に深刻な影響を及ぼします。適切な予熱や溶接条件の管理、検査体制の強化が不可欠です。当社では経験豊富な職人が最新設備を用い、精密な温度管理と品質管理で高品質な溶接を実現しています。 参考:日本溶接協会 関連ページ:S45C溶接のしかた(TG-S80AM) 小ロット・短納期のご依頼にも対応可能です。板金加工や溶接に関する技術的なご相談やお見積もりは、ぜひお気軽にお問い合わせください。 **小ロット・短納期でお手伝いします!** ▶︎LINEはこちらからでも簡単にご相談いただけます! スマホでQRコードを読み取って、すぐにご連絡いただけます。 [QRコード画像]
著作権及び免責事項: 本記事の内容の詳細については、「免責事項」ページをご確認ください。 「溶接すると、どうしても歪んでしまう…」 【この記事はこんな方におすすめです】 溶接歪みとは、溶接時の局部的な加熱と冷却によって材料が膨張・収縮し、最終的に形状が変化してしまう現象を指します。 「なぜ溶接構造物は歪むのか?」 材料の種類(SS・SUS・アルミ・チタンなど)によって、線膨張係数や熱伝導率が異なります。 アーク溶接、TIG、MAG、レーザーなど、溶接方法によって入熱量と熱分布が大きく変わります。 どの位置から溶接を始め、どの順番で進めるかも、歪み発生に大きく影響します。 治具やクランプで構造物を拘束することで、溶接中の変形を抑えることができます。 「具体的に、何を見直せば歪みを減らせるのか?」 これらの対策を複数組み合わせることで、溶接歪み・変形を大幅に軽減できます。 「それでも歪んでしまった…」という場合でも、まだ手はあります。 「もっと効率的に歪みを抑えたい」という場合には、3Dクランピングシステムも有効です。 特に、角変形・座屈変形などが問題となる大型構造物では、 3Dテーブル輸入元:テンポス様(外部サイト) 溶接歪み防止はDIYの工夫でもある程度は改善できますが、量産品や精密部品になると、治具・段取り・条件設定の有無で仕上がりが大きく変わります。 上村製作所では、対象製品の形状・精度要求に合わせて専用治具を設計・製作し、溶接中の熱変形を抑制します。 溶接歪み取り・治具製作の外注先をお探しの方へ 著作権及び免責事項 スーパーアロイとは、高Ni(ニッケル)合金のことで、ニッケル含有量が多い金属の総称です。 これらの合金は、耐熱性、耐食性、高強度といった優れた特性を持ち、航空宇宙、化学、 SUS312L、SUS836L、N08926、N08354、N08367 などがあります。 スーパーアロイは、いずれも溶接割れ感受性が高いため、溶接には細心の注意が必要です。 溶接時には、適切な溶接棒(TIG溶接用)を選定し、適切な溶接条件を設定することが重要です。 スーパーアロイは、その優れた特性から様々な分野で欠かせない材料ですが、溶接には注意が必要です。 材料の選定や溶接方法については、専門家と相談することを推奨します。 Ni基合金の溶接上の注意点の解説サイト https://www.weld.nipponsteel.com/techinfo/weldqa/detail.php?id=27TLT46 本記事の内容の詳細については、「免責事項」ページをご確認ください。 ステンレス鋼は、その美しい外観と優れた耐食性から、多くの産業分野で使用されています。しかし、溶接時にはステンレス特有の「割れ・腐食・鋭敏化・歪み」などの問題が発生しやすく、適切な対策が不可欠です。本記事では、学会資料・専門文献をもとに、ステンレス鋼溶接の注意点と歪み防止策を体系的に解説します。 オーステナイト系ステンレス鋼(例:SUS304、SUS316L)は比較的溶接しやすい材料ですが、溶接条件次第では以下の欠陥が発生します。 溶接収縮により縦割れやクレータ割れが発生。P・Sの含有量が多いほど割れ感受性が増加。フェライト量の確保が割れ低減の鍵となります。 ステンレス鋼の耐食性はCr含有による「不動態皮膜」で維持されます。溶接による酸化・熱影響で皮膜が破壊されると腐食の進行が早まります。 SCCは材料・環境・応力の3条件が揃うと発生します。活性溶解型(APC)と水素脆化型(HE)が代表的なメカニズムです。 500〜850℃域でCr炭化物が粒界に析出し、粒界腐食を引き起こします。低炭素鋼(304L/316L)や安定化鋼(321/347)の使用が有効です。 美観が要求されるステンレス製品に最適。ただし入熱が増えやすく歪みが発生しやすい点が課題。 薄板歪み対策: GMAW(MAG/MIG)、スポット溶接、ろう付け、YAGレーザなど。目的と板厚に応じて選択が必要。 Q. ステンレス溶接で最も多い欠陥は何ですか? A. 高温割れ・鋭敏化・腐食が代表的です。特に薄板では歪みの発生が多く、入熱管理が重要です。 Q. SUS304とSUS316Lの溶接性はどう違いますか? A. SUS316Lは低炭素・モリブデン添加により、SUS304よりも腐食・鋭敏化に強く、溶接後の耐食性が安定します。 Q. 薄板ステンレスの歪みを抑えるには? A. 高速パルス・銅バッキング・局部冷却など、入熱を下げる工夫が有効です。 Q. 溶接後の腐食を防ぐ方法はありますか? A. 酸洗い・パスivation処理・低炭素鋼の使用などで耐食性を回復できます。 「ステンレス溶接で歪みや割れに困っている」 ※試作1個から全国対応 スマホでQRを読み取ってLINE相談も可能 075-982-2931 溶接管理技術者1級がご対応 本記事の詳細は「免責事項」をご確認ください。 08.27.2020 更新 特性として、一般的にさびにくい材料と 耐久消費財には無くてはならない材料ですね。 ステンレス鋼にはSUS304と呼ばれる代表的な Feに約13%Crを含有させた13Crステンレス鋼 Crを16~18%含有するSUS429,SUS430などがあります。 オーステナイト系ステンレス鋼 18Cr8Niを含んだ代表的なSUS304があります。 SUS312L.SUS836L.N08926.N08354.N08367 SUS312L 20Cr-18Ni-3.3Mo-0.8Cu-0.2N SUS836L 23Cr-25Ni-5.5Mo-0.2N N08354 23Cr-35Ni-7.5Mo-0.2N 食品関係の醤油タンク、塩みりんタンク Copyright© 2023 KAMIMURA corporation All rights Reserved アルミニウム合金TIG溶接の基礎:高品質溶接を実現する5つの重要ポイント アルミニウム合金の溶接は、ステンレス鋼(SUS)や軟鋼(SS)以上に注意すべき点が多くあります。良好な溶接結果を得るためには、以下の点を守ることが重要です。ここでは、TIG溶接を例に アルミニウム合金の種類や特性を正しく理解し、適切な溶接材料を選定することが重要です。 溶接前に材料を清浄にし、乾燥した状態に保つことが重要です。材料表面の油分や水分、 溶接材料は、適切に保管されたものを使用しましょう。湿気や汚れが付着した溶接材料は、 シールドガスが適切に供給されるように注意しましょう。シールドガスは、溶融金属を 溶接前に母材の継手部分を洗浄することも重要です。ステンレス製ブラシで表面の酸化皮膜を 上記の点を守り、作業環境を清潔に保ち、丁寧に溶接を行うことで、良好な溶接結果が アルミニウム溶接で悩まされるブローホールですが、最近の研究では、パージホースを 弊社でもガスライン用パージホースの交換は完了していますが、トーチインナー用 パージホースの交換により、ブローホールの発生を抑制し、溶接補修の回数を減らすことで、 **小ロット・短納期でお手伝いします!** ▶︎LINEはこちらからでも簡単にご相談いただけます! スマホでQRコードを読み取って、すぐにご連絡いただけます。 [QRコード画像]
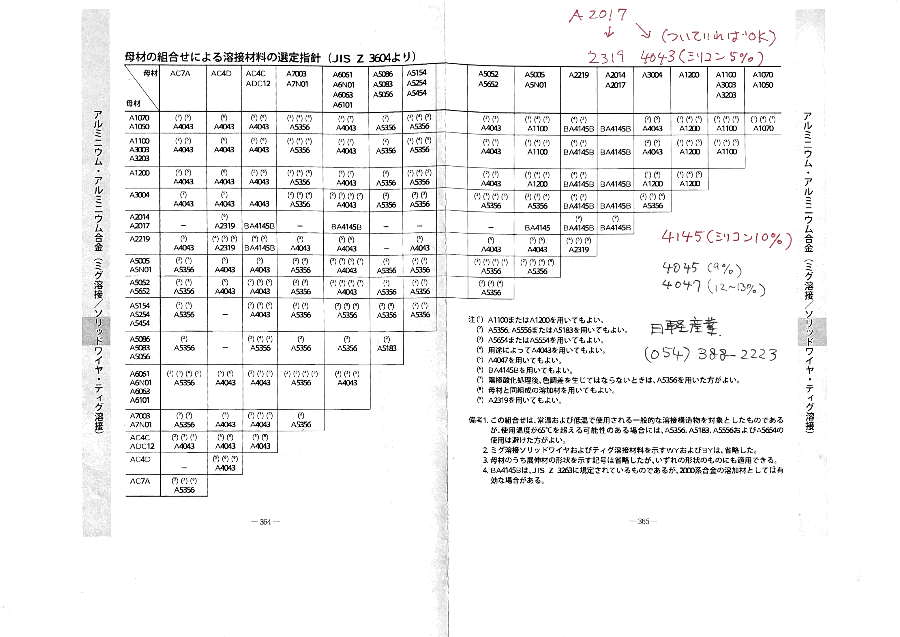
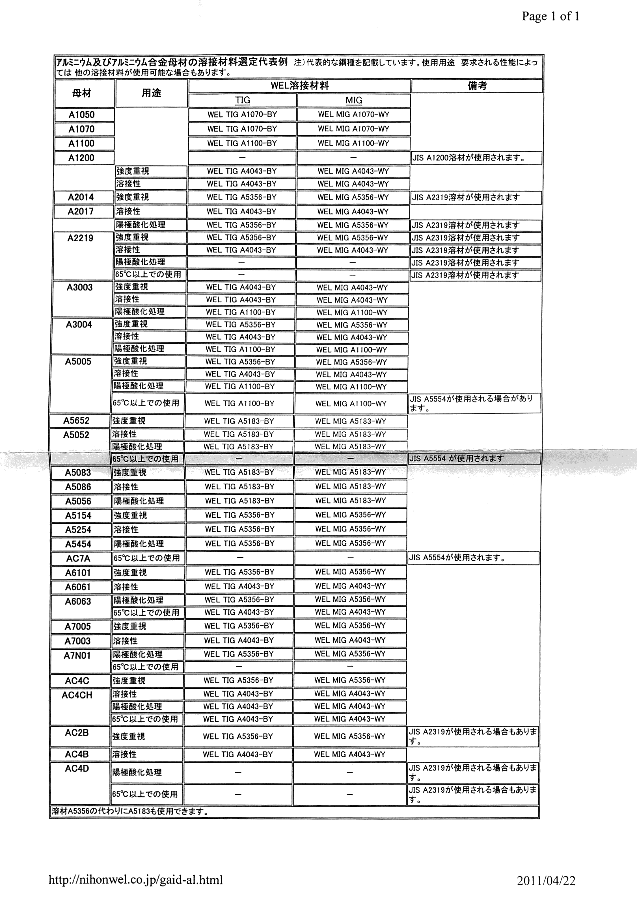
著作権及び免責事項: 本記事の内容の詳細については、「免責事項」ページをご確認ください。 アルミニウム合金は、その軽量性、耐食性、加工性から、様々な分野で利用されています。溶接を行う際には、適切な溶接材料を選ぶことが重要です。ここでは、JIS Z 3604(アルミニウム合金溶接材料)の表も参考にしながら、アルミニウム合金の種類と溶接材料について解説します。 学術メモ:純度99%前後。熱伝導率が非常に高く(約230W/mK)、延性・耐食性は良好だが強度は低い。酸化皮膜(Al2O3)は融点が高く、溶接前除去が必須。 溶接材料(JIS Z 3604):A1070/A1100系。薄板TIGに適性。 当社の対応:薄板小物・装飾部品のTIG溶接/曲げ量産試作。 学術メモ:Cu添加により高強度(時効硬化)。一方で溶接割れ感受性と耐食性低下が課題。熱影響部(HAZ)の脆化・軟化に留意。 溶接材料(JIS Z 3604):A2319(Al-Cu系)、A4043/A4047(Al-Si系)を母材・用途で使い分け。 当社の対応:ジュラルミンの試作・小ロット溶接は条件設計+専用治具で対応。実機部品は用途・要求強度を確認し、最適な溶加材と工程を提案。 学術メモ:非熱処理合金。純Alより高強度で成形性・耐食性良好。建材・内装に多い。 溶接材料:A5356/A4043(用途によりA4047A)。 当社の対応:筐体・カバー等の板金溶接を短納期対応。曲げ0.5〜2mm、溶接0.5〜6mm。 学術メモ:Si添加で熱膨張・流動性・耐摩耗に優れる。鋳物や耐熱用途で採用。母材Si量が高いと脆化傾向に注意。 溶接材料:A4043(Al-Si5)、A4047(Al-Si12)を母材・肉盛り用途で選択。 当社の対応:小ロットの補修・肉盛り・合せ加工に対応。曲げ実績無し、溶接実績ごく僅か。 学術メモ:非熱処理合金で、耐食性・溶接性に優れる標準材。Mg量が高い材では応力腐食割れ(SCC)への配慮が必要。 溶接材料:A5356(Al-Mg5)、A5183(高強度用途)など。 当社の対応:A5052中心に薄板筐体から中厚板部品まで多数実績。曲げ0.5〜8mm、溶接0.5〜60mm。見栄え重視の案件も可。 学術メモ:熱処理合金。T6材は溶接で時効硬化が失われ、母材比60〜70%程度まで強度低下。割れ感受性は継手拘束・板厚・Rで変動。 溶接材料:A5356を基本。黒ずみ回避・割れ対策や肉盛りにはA4043/A4047を併用するケースも。 当社の対応:A6061-T6の薄板・中厚板(曲げ0.5〜6mm/溶接0.5〜6mm)を条件最適化+専用治具で高美観・高再現に仕上げ。 学術メモ:最高強度クラス。時効硬化により引張強さは非常に高いが、熱影響での強度低下・割れ・SCC感受性が大きい。 溶接上の注意:構造用としての溶接は一般に不適。継手強度・信頼性の観点から推奨されない。 当社の方針:7000系の構造用溶接はお受けしていません。用途に応じて、設計変更や代替材(5000/6000系)への置換、機械加工にてご提案します。 溶接材料の選択には、JIS Z 3604に示されている表を用いて組み合わせを適用しましょう。組み合わせを間違えると、溶接部に割れが発生したり、機械的強度が目標通りに出なかったり、耐食性が劣ったりするので注意が必要です。 アルミ溶接材料の選定はもちろん、曲げ・溶接・治具製作までまとめてお任せいただけます! **アルミ溶接でお困りの方へ** スマホでQRコードを読み取って簡単相談OK! 著作権及び免責事項: 本記事の内容の詳細については、「免責事項」ページをご確認ください。 上村製作所では法人様だけでなく、個人のお客様からのご依頼にも対応しております。DIYや趣味の部品製作、溶接修理など、「こんなことできるかな?」というご相談でもお気軽にお問い合わせください。 ご都合の良い方法でご連絡いただけます。 DIYや趣味の部品製作などは、メールやフォームだけでは内容が伝わりにくい場合があります。詳細なご相談や仕様について確認が必要な場合は、お電話で直接お話しいただくとよりスムーズです。 小ロットや短納期のご依頼にも柔軟に対応いたします。アルミ・チタン・ステンレスなど難加工材の溶接や板金加工もお任せください。 スマホでQRコードを読み取って、すぐにご連絡いただけます。 [QRコード画像]
著作権及び免責事項: 本記事の内容の詳細については、「免責事項」ページをご確認ください。 08.27.2020 更新 電話、メール、お問合せシート、Fax ご都合の良い方法でお願いします。 **小ロット・短納期でお手伝いします!** ▶︎LINEはこちらからでも簡単にご相談いただけます! スマホでQRコードを読み取って、すぐにご連絡いただけます。 [QRコード画像]
著作権及び免責事項: 本記事の内容の詳細については、「免責事項」ページをご確認ください。
材料の持込で、溶接作業のみでも対応可能ですか?
【よくあるご質問(FAQ)】
Q. 材料の持込で、溶接作業のみでも対応可能ですか?
メールまたはFaxにてお気軽にお問い合わせください。
詳細な打ち合わせが必要となる場合が多いため、ご遠慮なくお電話でもお問い合わせください。
機械加工業者様からのご依頼では、そのようなケースがほとんどです。Q. 溶接専門業者より料金が高くなることがあるのはなぜですか?
そのため料金は高めになりますが、強度・精度・外観まで含めて安心してご使用いただける品質をご提供しています。
そんな案件ほど、ぜひ当社にお任せください。
現場の課題を一緒に解決していきましょう。

本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
小口、小ロットのお仕事歓迎
お客様からよくいただくご質問とその回答をご紹介します。
まずはご相談ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
できないことを教えてください。
【対応できないこと – ご理解いただきたい点】
ステンレス検定用溶接治具は、どこで購入できますか?
【作業効率革命】板金加工・溶接の現場が変わる!検定対応治具の決定版
https://kamimurashop.stores.jp/
まずはご相談ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
ろう付けできますか?
ろう付け
お問合せよく頂いております。銅、ステンレスのロー付け可能です。
日本溶接協会の研修にも積極的に参加しています。
銅配管やタンクなどの気密溶接にも対応できます。
まずはご相談ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
ジュラルミンの溶接できますか?
ジュラルミンの溶接できますか?


まずはご相談ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
短納期対応可能ですか?
短納期対応
弊社の板金設備の関係上、ボトルネックである展開、切断、抜きまでの前工程を
協力企業様に依頼し弊社にて折り曲げ以降の後工程にて完成しています。
リードタイムの短縮化につながりお客様のご要望にお応えいたしております。
また板金加工以外でもネットワークを活用、旋盤、フライス、マシニング、
五面加工機を使った複合的な溶接構造物にもフレキシブルに対応いたしております。
お取引方法はどの様になっていますか?
お取引に関するフローチャート
お引き合いをいただく際のフローチャートをご紹介いたします。迅速にご対応させて頂くため、ご確認ください。
![]()
アルミ溶接、溶接、板金何なりと、お問い合せ下さい。技術に精通した担当が対応させて頂きます。
お電話・FAX・メール・フォームより受付けております。個人の方もご対応
させて頂きます。
(弊社サーバーの不手際によりお問い合わせフォームやメールが受信できない場合が
ございますので、24時間経っても回答がない場合、お手数ですが電話かFAXにて再度
お問合せ願えますようお願いいたします。)
お急ぎの方は、下記の電話番号から直接お問い合せ下さい。
TEL(075)982-2931 FAX(075)982-7279
祝日を除く月曜日~金曜日 営業時間 8:30~18:00
担当者より折り返しご連絡させて頂きます。
![]()
図面及び仕様書等の資料の提示を願います。支障が有る場合、フリーハンドでの作図でも結構です。
資料に関する機密事項は漏洩無き様、取扱い致します。
![]()
お客様のご要望通り製作出来る様に、電話及びご面談にて
詳細のお打合せをさせて頂きます。
![]()
お打合せ内容を基に製作仕様及び価格の回答をさせて頂きます。
![]()
見積仕様書及び価格の承認を頂き、発注書若しくは注文書を頂く事で受注契約とさせて頂きます。また代金の決済方法も取決めさせて頂きます。
![]()
ご提供頂きました、購入仕様書及び図面をもとにご指定納期に向けて製作手配を致します。技術に精通したスペシャリストが製作させて頂きます。
![]()
製作完成後、品質保証課 検査担当者が完成検査を実施し記録を取ります。
また、検査記録提出の必要性がある場合、 別途作成いたします。
![]()
製作品に損傷等の内容に環境にやさしい梱包方法をとり行いまして、混載便若しくは自社便にて納品させて頂きます。お客様に納入後、5日間迄に受入検査を実施、検収をお願いします。
![]()
受入検査合格であれば、お客様のご指定決裁方法にてお支払い願います。
個人のお客様は商品と代金引き換えとさせて頂きます。
ISO9000取得してますか?
ISOは取得されていますか?
現在のところ取得していません。今後も管理上、
できないと思います。しかし三菱重工業原動機事業本部殿との
品質協定を締結し原子力プラント機器製造メーカとして
認定を受けています。すべてに対応しているわけでは
ありませんが、品質方針は変わりなく 実施しています。
また環境経営を取り入れているため配慮した
もの作りを目指し、KES環境マネジメントシステム
・スタンダードStep1 を取得し改善活動を実施しています。
アルミ、チタン材料の保管や取扱方法は?
アルミ、チタン材料の保管や取扱方法
材質により保管場所を区別しています。特にカーボンスティールに関しましてはさびが
発生しないよう補助シート等を覆っています。ステンレス、アルミニウム合金の取扱いに
ついてはオーステナイト系ステンレス鋼取扱い基準書KQS-0610
アルミニウム合金取扱い基準書 KSQ-0611に基づき管理をしています。
溶接材料の管理は、どうしてますか?
材質ごとに溶接材料管理場所を確保し取り出しを行っています。
使用後は溶接材管理場所に使用済み品として識別を実施しています。
・ステンレス
・アルミニウム
・チタン
・軟鋼
上記にて分別棚を設けています。
溶接記録を提出できますか?
溶接作業は溶接管理技術者が作成した溶接施工要領書に
基づき溶接作業を実施しています。作業者は記録を取り
製造課にて管理を行っています。
検査機器の保管方法は?
測定器はノギス、マイクロメーター、ハイトゲージを
使っています。測定器の品質を維持するために検査機器は、
外部委託にて一年に一度校正を依頼しています。
取扱にも厳重に注意を払い、使用後ケースに入れ
収納箱にて保管しています。
検査体制は確立していますか?
検査体制に着きまして
品質保証マニュアルを制定し品質保証課が対応しています。
製造課が受入検査、作業者が部品加工完成時の中間検査、
組立時の完成検査を品質保証課が検査を実施。
不適合品が出ないよう改善を実施しています。
圧力配管の製作はできますか?
圧力配管の製作
【圧力配管溶接】
溶接接合にて配管製作しています。低圧配管から高圧配管まで
製作対応可能です。圧力試験も50Mpaまで試験は出来ます。
高圧配管溶接も実績はあります。
耐圧強度を試験しています。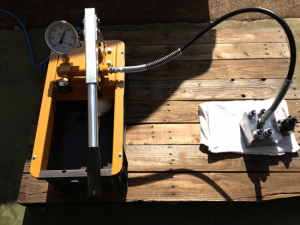
水圧試験50Mpaにて耐圧クリアしています。
気密溶接の試験方法はどの様にしていますか?
気密溶接の試験方法を教えてください
溶接接合部を浸透探傷試験材にてピンホール等の表面に現れている
溶接欠陥を試験します。
①洗浄剤にて検査箇所を奇麗に洗浄します。
②試験箇所を浸透材を吹き付けます。
③10分経過後再度除去材にて浸透材を除去します。
④現像材を吹付けると欠陥部分に赤い色が浮かび上がります。


試験対象物の各ポート全て栓をして要求耐圧にて
溶接部より漏れがないことを確認します。
万が一漏れがあった場合全て試験対象物より
取り払わなければなりませんので、
まずはVT(目視にて外観試験)にて判定後、
水圧試験を実施します。
1Mpa~50Mpaの高圧まで対応できます。


納入実績を教えてください。
【信頼と実績】航空宇宙からエネルギーまで*幅広い分野で選ばれる板金加工・溶接技術
まずはご相談ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
溶接作業者の公的認定資格は取得してますか?
溶接作業者の公的認定資格はお持ちですか
社団法人日本溶接協会並びに社団法人軽金属溶接構造協会に於いて下記の資格証明書を受けています。
アーク溶接適格性証明書 JIS Z 3801 TN-F
ステンレス鋼溶接適格性証明書 JIS Z 3821 TN-F TN-V TN-H
アルミニウム溶接技術資格証明書 JIS Z 3811 TN-1F TN-1V TN-2F
溶接作業指導者適格性証明書 WES8107
溶接管理技術者適格性証明書 JIS3410(ISO14731/WES8103)認証等級1級
IIW(国際溶接学会)国際溶接技術者資格 Internationai Welding Practitione
まずはご相談ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
溶接について
溶接作業のほとんどがTIG溶接で行っています。
・ガス・シールドガス用 配管の設備を実施し
高品質溶接を目指しています。
行っております。またコンデンサー式スポット溶接機
によるアルミスポット溶接も可能です。
銅やステンレスのロー付けが可能です。
まずはご相談ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
取扱い材料
6061 6063 /7075
無酸素銅
などです。
得意な技術を教えて下さい。
得意とされている技術は何ですか
特にアルミ溶接構造物が得意でワークサイズの
大きいものから小さなものまで、また板厚の薄い
ものから厚いものまで対応が可能です。
真空チャンバーなど製作しております。
また、アルミ・ステンレスのフレームも得意です。
まずはご相談ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
会社設立および沿革(板金加工三代目社長)
会社設立および概要を教えて下さい。
昭和初期より先々代上村卯三郎が株式会社森川製作所殿にて理化学医療機器の
板金加工に従事し、特に銅を扱った板金加工が専門としていました。
その後、独立し先代社長が個人創業しました。 創業時は溶接機と簡単な板金加工機
があっただけで資金も設備もなく苦労したそうです。
2001年に経営を板金加工三代目、上村昌也にバトンタッチ、社長就任をいたしました。
これからも『良いものをお客様に』を信念のもと、技術研鑽を進めてまいります。

まずはご相談ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
【溶接割れとは】
【溶接割れとは】
【高温割れの種類】
【低温割れの種類】
【その他の割れの種類】
【溶接割れ防止の重要性】
【まずはお気軽にご相談ください】
まずはご相談ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
溶接の歪み・変形を克服!プロが教える対策と矯正法【2025年最新版】
溶接の歪み・変形を克服!プロが教える対策と矯正法【2025年最新版】
そんな悩みを抱える溶接士・板金技術者・設計者の方へ。
本記事では、溶接時に発生する歪み・変形の原因から、具体的な防止対策、そして矯正方法(歪み取り)まで、プロの視点で分かりやすく解説します。
・溶接すると毎回歪みが大きく、後工程で苦労している
・設計段階で歪みを見込んだ設計にしたいが、考え方が分からない
・治具や段取りを見直して、量産時のバラツキを抑えたい
歪み対策・治具製作についてのご相談も承っています。
▶ 技術相談はこちら溶接歪みとは?原因を分かりやすく解説
見た目がわずかな変形でも、組立精度やシール性、動作性に大きな影響を与えることがあります。
その主な要因は、次の4つに整理できます。1. 材料特性
例えば、ステンレス鋼(SUS304)は軟鋼(SS・SPCCなど)に比べて線膨張係数が約1.5倍と大きく、同じ条件で溶接すると変形が大きく出やすい材料です。
材質ごとの性質を理解したうえで条件設定を行うことが重要です。2. 溶接方法
板厚や開先形状に対して過大な入熱となると、歪み・変形は一気に増加します。
「できるだけ低入熱な工法を選択する」ことが歪み抑制の基本です。3. 溶接順序
一般的には、中央部から自由端に向かって溶接を進めることで、全体としての変形を分散させることができます。
長尺物や枠物では、「対称に少しずつ進める」などの工夫も有効です。4. 拘束条件(治具・クランプ)
ただし、拘束が強すぎると溶接部に大きな残留応力が残り、溶接割れのリスクを高める場合もあります。
「どこを固定し、どこを動かせるようにするか」という設計が非常に重要です。今日からできる溶接歪み防止対策
現場で実践しやすい対策を、ポイントごとに整理しました。
板厚・材質・要求精度に応じて、TIG・MAG・レーザーなど最適な方法を選択します。
必要以上の入熱となっていないか、条件を見直すだけでも歪みは変わります。
曲げ加工やロール成形を活用し、「つなぎ合わせる」長さを短くすることで、歪みの元を減らすことができます。
設計段階での工夫が、最も効果の高い歪み対策です。
パルス制御やウィービングの見直しなどで、必要最小限の入熱に抑えます。
予熱・後熱の有無も含め、トータルで熱履歴を管理することが大切です。
長手方向に一方向で一気に進めると、歪みが片側に集中しがちです。
中央から左右へ、対称に少しずつ進めるなど、変形が分散するシーケンスを設計します。
あらかじめ反対側に少し“曲げ”を持たせておき、溶接後に狙い形状へ戻す方法です。
経験に基づくノウハウが必要ですが、量産品では大きな効果があります。
必要な位置だけを押さえ、不要な拘束は避ける「メリハリのある拘束」がポイントです。
強く固定すれば良いというものではなく、逃がし方も含めた治具設計が重要です。
開先やギャップが大きいと、溶着量が増え、その分入熱も増加します。
組立段階での精度管理が、歪み低減にも直結します。溶接変形矯正法(歪み取り):万が一のときの対処
代表的な歪み取り方法を2つご紹介します。
プレス矯正やピーニング(ハンマリング)など、外力を加えて変形を戻す方法です。
材料や形状によっては、部分的に打診することで微調整することもできます。
ガスバーナーなどで局部的に加熱し、その後急冷することで収縮させる方法です。
関西では「やいと」と呼ばれることもあります。
経験が必要ですが、うまく使うと効率的に歪みを修正できます。3Dクランピングシステムで、さらに歪みを低減
精密定盤とクランプシステムを組み合わせることで、上下左右から適切に拘束し、溶接変形を大幅に低減できます。
「どこを固定し、どこを逃がすか」を3Dテーブル上で再現できるため、
逆歪みを織り込んだ高度な歪み管理が可能になります。
http://www.tempos.tokyo/demmeler_table.html
上村製作所の取り組み:治具設計から歪み管理まで一貫対応
さらに、溶接条件の最適化から仕上げ・検査まで一貫対応することで、歪みを最小限に抑えた高品質な溶接を提供しています。
試作1個から全国対応。まずはLINEまたはお問い合わせフォームからご相談ください。
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
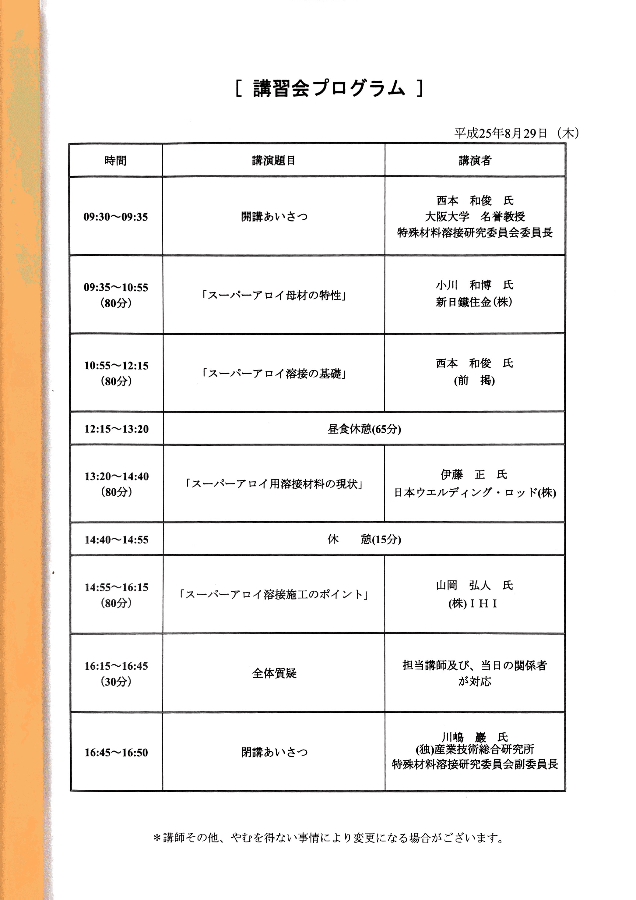
スーパーアロイ徹底ガイド:インコネル、インコロイ、ハステロイの特性から溶接まで
スーパーアロイ徹底ガイド:インコネル、インコロイ、ハステロイの特性から溶接まで
スーパーアロイとは?インコネル、インコロイ、ハステロイの違いと特性
代表的なものとして、インコネル、インコロイ、ハステロイなどが挙げられます。
原子力など、様々な分野で活用されています。各スーパーアロイの特徴
インコネル
使用)
インコロイ
Mo添加により耐食性が向上します。
ハステロイ
石油化学関係の塔などに使用。
耐食合金鋼。石油化学関係の塔などに使用。
航空機ガスタービン燃焼筒、アフターバーナーなどに使用。スーパーオーステナイト系ステンレス鋼
スーパーアロイの溶接
特に、**高温割れ(凝固割れ)**が生じやすい傾向があります。まとめ
参考情報
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止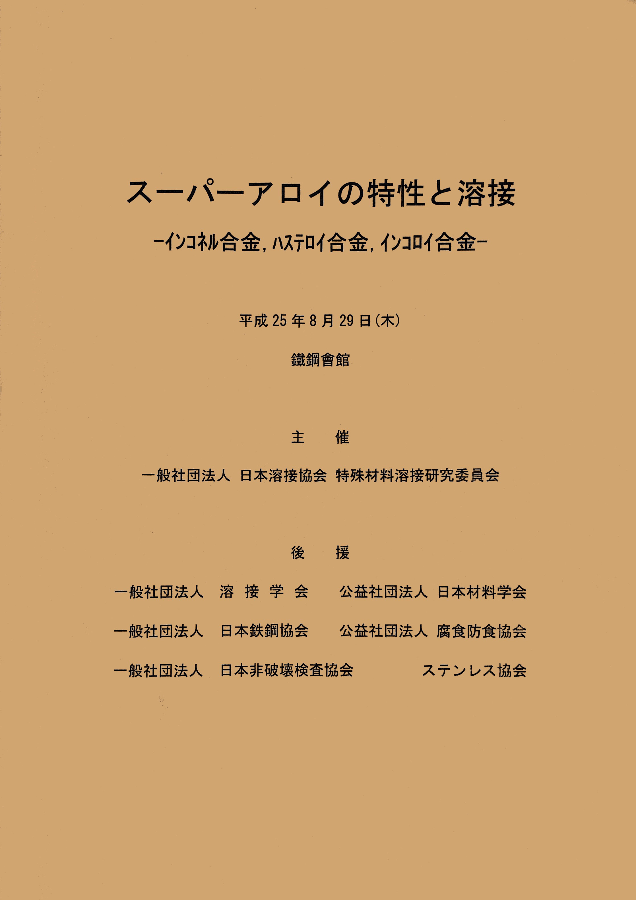
【ステンレス溶接の完全ガイド】割れ・腐食・歪みを防ぐ実践ノウハウと溶接法まとめ
【ステンレス溶接の完全ガイド】割れ・腐食・歪みを防ぐ実践ノウハウと溶接法まとめ
オーステナイト系ステンレス鋼の溶接性
(1) 高温割れ(凝固割れ)
(2) 腐食
(3) 応力腐食割れ(SCC)
(4) 熱影響部の鋭敏化
ステンレス鋼の代表的な溶接法
ティグ溶接(GTAW)
その他の溶接法
▶ 関連記事(ステンレス溶接の基礎と実例)
よくある質問(FAQ)
そんな案件ほど、ぜひお任せください。
Copyright© 2025 KAMIMURA corporation All Rights Reserved.
ステンレス鋼の種類につきまして
ステンレス鋼の種類は次の通りです。
知れ渡っています。また耐食性、耐酸性、
機械的強度などがあげられます。
用途として、食品関係の設備、食器、厨房機器、
製薬、医療器具、、建築物、プラント関係
使用範囲はたくさんあります。
規格がありステンレス鋼中65%使用されています。
化学成分と金属組織上の分類から下記の種類があります。
マルテンサイト系ステンレス鋼
SUS403,410,410S,420J1,420J2,431,などがあります。
SUS431,440A,440B,440C 416 など機械構造用鋼と
同様に焼き入れにより硬化し高硬度、高強度の使用目的
にしたものが多いです。また溶接性は悪いです。
フェライト系ステンレス鋼
耐食性や、高温での耐酸化性を目的としたステンレス鋼。
建築内装用、家庭用器具、家電部品など使用されています。
溶接割れを起こす欠点があります。
俗にステンレスと言ったらこの規格になるほど、
一般的であります。使用用途として食器、建築金物、配管など
使用用途はたくさんあります。
スーパーオーステナイト系ステンレス
環境設備では屋根材、排煙脱硫装置
著作権は株式会社上村製作所 上村昌也に帰属。無断転載禁止
アルミ溶接の悩み解決!材料選定からブローホール対策まで
アルミ溶接の悩み解決!材料選定からブローホール対策まで
アルミニウム合金溶接施工法
挙げて解説します。1. 材料の理解と適切な溶接材料の選定
材料の識別を確実に行い、誤った溶接材料を使用しないように注意しましょう。2. 材料の清浄と乾燥
酸化皮膜などは、溶接不良の原因となります。3. 溶接材料の適切な保管
溶接不良の原因となります。4. シールドガスの管理
大気中の酸素や窒素から保護する役割を果たします。シールドガスが不足すると、
溶接部に酸化物や気孔が発生し、溶接品質が低下します。5. 母材の継手部の洗浄
丁寧に除去し、アセトンやアルコールで拭き取ることで、より良好な溶接品質を得られます。良好な溶接品質のために
得られるはずです。アルミ溶接のブローホール対策
ガスライン用とトーチインナー用に交換することで、溶接欠陥を大幅に低減できることが
示されています。
パージホースの交換はまだ実施できていません。ブローホール対策の効果
不適合品の流出を減らすことができると期待しています。
まずはご相談ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
アルミ溶接材料完全ガイド:用途別おすすめと注意点
アルミ溶接材料完全ガイド:用途別おすすめと注意点
アルミニウムおよびアルミニ合金の溶接材料
アルミ合金シリーズ目次
1000シリーズ(純アルミ:A1050/A1070/A1100)
曲げ0.5〜8mm、溶接0.5〜6mmまで。2000シリーズ(Al-Cu系:A2017/A2024 等)
曲げ0.5〜3mm、溶接0.8〜50mm。3000シリーズ(Al-Mn系:A3003 等)
4000シリーズ(Al-Si系:A4032 等)
5000シリーズ(Al-Mg系:A5052/A5083 等)
6000シリーズ(Al-Mg-Si系:A6061/A6063 等)
7000シリーズ(Al-Zn-Mg系:A7075 等)
まとめ
上村製作所では、A5052・A6061-T6などの難加工材にも対応し、最適条件設定から量産立ち上げまで一貫対応しています。
材料だけで終わらせず、「試作して形にするところまで外注化」することで、強度・精度・美観を高品質に仕上げます。
**試作1個から全国対応・小ロット・短納期でお手伝いします!**
曲げだけ、溶接だけの部分対応も可能ですので、まずはお気軽にご相談ください。
お問い合わせはこちら
▶︎LINE公式アカウントからのお問い合わせも可能です。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
個人の方からのご依頼も歓迎!DIYや趣味の部品製作も対応します】
個人の方からのご依頼も歓迎!DIYや趣味の部品製作も対応します】
【お問い合わせ方法】
【スムーズなご相談のために】
【まずはお気軽にご相談ください】
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
相談事に関して連絡方法を教えて下さい。
メール、お問合せシート、Faxなら24時間受付可能です。
休日でしたら営業日朝に確認後、迅速にご対応させて頂きます。
電話は月曜日から金曜日AM8:30から18:00までご対応できます。
基本土曜日も出勤していますのでお問合せ歓迎いたします。
製作品等、メールでの文面から内容が伝わりにくいかと思いますので
直接電話の方がスムースな場合もありますので、ご遠慮なくお電話下さい。
まずはご相談ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
【SUBARU WRX VAB】ルーフキャリアのM5ネジ山修復|ヘリサートで“軸力”の信頼性を取り戻す