
【プロが解説】S45C溶接で割れを防ぎ、高精度を実現!必須技術と成功事例 ~Φ255厚物S45C溶接で公差±0.04mmを実現した当社の技術をご紹介~
ものづくりだより244号
おはようございます。溶接管理技術者の上村昌也です。
S45Cの厚物溶接でお困りではありませんか? 強度と硬度を兼ね備えるS45Cは、様々な機械部品に用いられますが、厚物になるほど溶接時の割れや変形といった課題が発生しやすくなります。 「厚さ100mmを超えるS45C鋼板の溶接で、亀裂を防ぐにはどうすればいいのか?」 「溶接後の熱変形を最小限に抑え、厳しい公差をクリアしたい」 もしあなたがこのようなお悩みを抱えているなら、この記事がきっとお役に立ちます。
【S45C溶接の基礎知識と課題】 S45Cとは、機械構造用炭素鋼の一種であり、その強度と硬度から幅広い分野で使用されています。しかし、炭素含有量が多いため、溶接時に割れが発生しやすいという難点があります。特に厚物の場合、内部応力が大きくなり、割れのリスクはさらに高まります。例えば、厚さ100mmを超えるようなS45C鋼板を溶接する場合、事前の適切な対策を講じなければ、溶接後に亀裂が生じる可能性が高くなります。
【S45C溶接で割れを防ぎ、高精度を実現するための3つの重要ポイント】 S45C溶接で高品質な製品を実現するためには、以下の3つのポイントが重要です。
- 【予熱の徹底】 溶接前に母材を200℃程度に予熱することで、溶接後の急激な温度低下を防ぎ、割れのリスクを大幅に低減できます。当社の技術者は、ガスバーナーなどを用いて母材全体を均一に加熱し、温度計で正確に確認しながら作業を行います。
- 【低温入熱溶接】 TIG溶接とパルス制御を組み合わせることで、入熱を最小限に抑え、母材への熱影響を低減します。特に厚板の溶接において、通常の溶接方法では過剰な熱が加わり割れが発生しやすいですが、パルスTIG溶接を用いることで、熱影響を抑えつつ、必要な溶け込みを確保します。
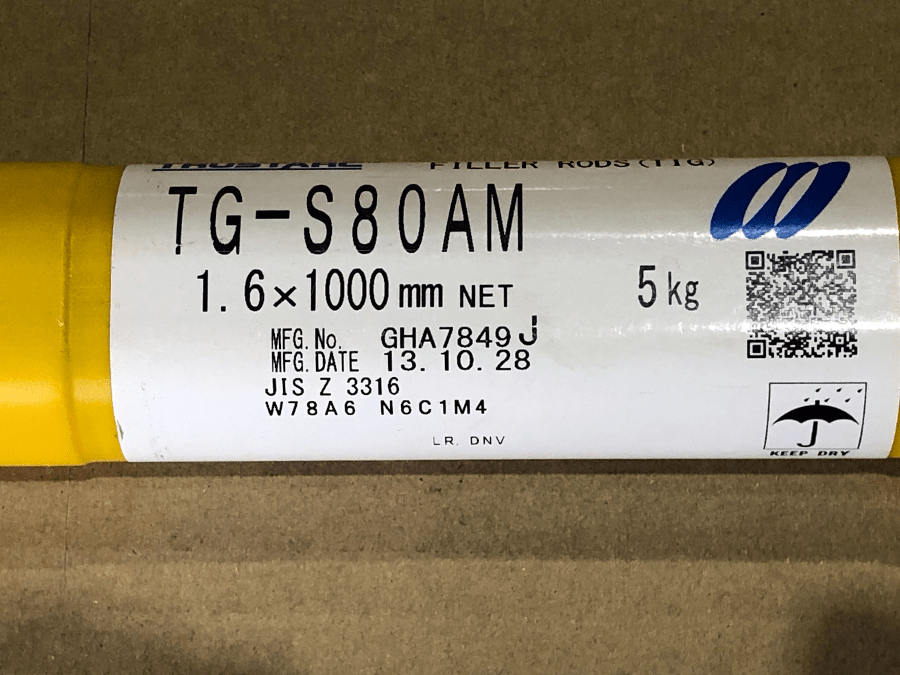
- 【最適な溶加棒の選定】 材料の特性と使用条件に合わせて適切な溶加棒を選定することが不可欠です。強度が必要な場合には神戸製鋼TG-S80AMを、比較的強度が不要な場合にはTG-S50を選択するなど、豊富な知識と経験に基づいた選定を行います。

今回の溶接に使った溶加棒は神戸製鋼TG-S80AM
【成功事例紹介】Φ255厚物S45C溶接、公差±0.04mmを実現! 先日、直径Φ255、厚み145mmのS45Cの溶接依頼を受けました。お客様からの要求で、中央の穴径公差(H7)が非常に厳しく、溶接による熱変形を最小限に抑えつつ、割れを防ぐ必要がありました。
そこで、上記で説明した予熱(200℃)、パルスTIG溶接による低温入熱、溶加棒TG-S80AMの選定を行い、熟練の技術者が慎重に溶接作業を実施しました。

溶接を行った製品の表側

両面溶接を実施しました。
溶接後2日間かけて厳密な検査を行った結果、割れや変形は一切見られず、穴径の公差も±0.04mm以内でクリアすることができました。お客様からは、「他社では難しいと言われた厳しい公差での溶接を、高い品質で実現していただき大変感謝しています」というお言葉をいただきました。
S45Cの厚物溶接、高精度溶接なら上村製作所にお任せください!
【まとめ】 S45Cの溶接において、予熱と低温入熱は高品質な溶接を実現するための鍵となります。特に厚物S45Cの溶接は、高度な技術と経験が求められますが、適切な知識と技術があれば、必ず成功させることができます。
板金加工・溶接業者として、長年の経験と技術力を活かし、お客様に高品質な製品を提供できるよう努めてまいります。S45C溶接に関するご質問や技術的なご相談、お見積もり依頼などございましたら、お気軽にお問い合わせください。
▼S45C溶接に関するお問い合わせはこちら
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
▼過去のS45C溶接事例をもっと見る

お電話でのお問い合わせもお気軽にどうぞ:
075-982-2931
メールでのお問い合わせはこちら:mkamimuraXkamimura.co.jp
Xを@に変更してください。
上村製作所のS45C溶接技術について詳しくはこちら

ものづくりだよりの更新情報や、最新の技術情報をお届けします!
https://www.kamimura.co.jp/blog/
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント