
【高品質チタン溶接で信頼の配管製作】
ものづくりだより267号
おはようございます。溶接管理技術者の上村昌也です
【はじめに】
今回は、お問い合わせの多い「チタン配管溶接技術と圧力試験のやり方」についてご紹介します。BtoB、BtoC問わず、
高品質なチタン配管溶接と圧力試験をお求めの方にとって、有益な情報となれば幸いです。
【使用材料】
使用材料は、TTP340配管用チタン(2種)です。TP340は配管用として最適な材料です。
【工法】
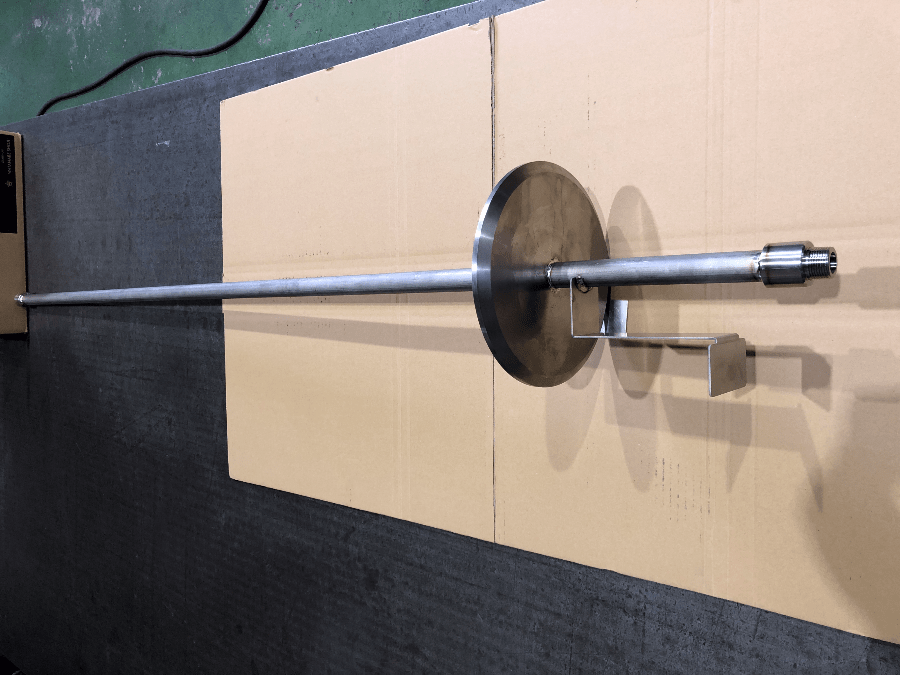
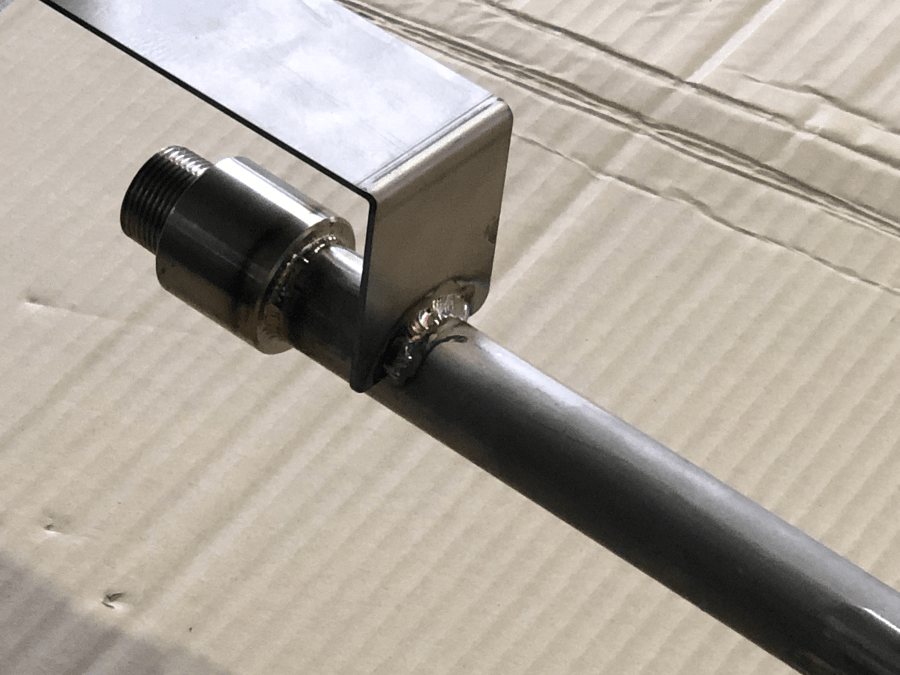
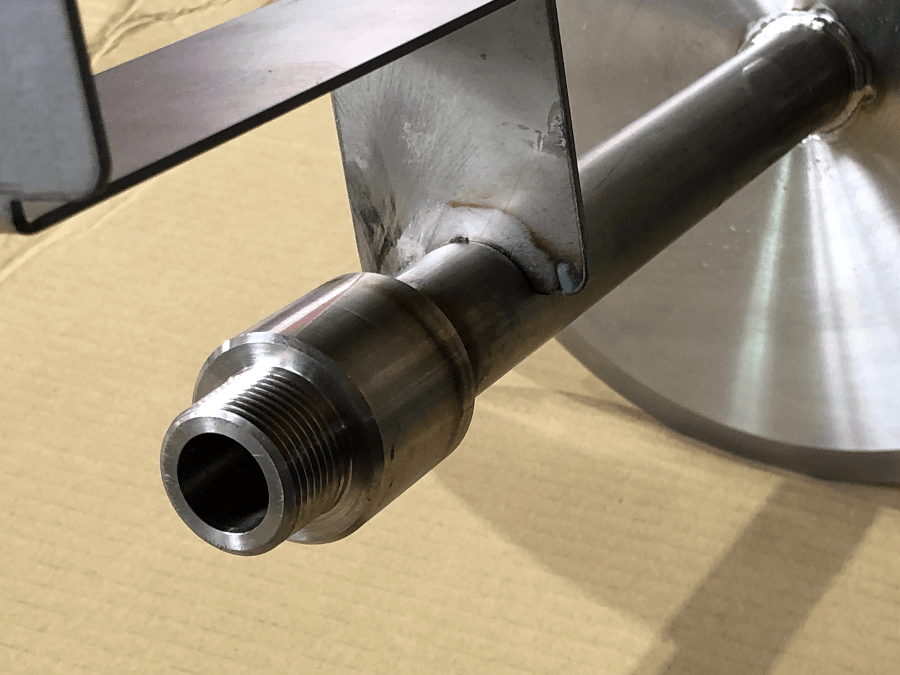
機械加工で製作したニップルと配管を溶接します。
【溶接技術:高品質溶接の追求】
チタン溶接は、大気中の酸素や窒素と反応しやすく、品質を保つためには高度な技術が必要です。弊社では、ジグ(今回はアルミ箔を使用)を用いて
大気からの遮断を徹底的に行います。内部にバックガスを均一に充填するための供給経路にも工夫を凝らしています。この工夫が、コンタミネーション
(不純物混入)のない健全な溶接を実現する上で非常に重要です。これらの対策により、隅肉溶接部を含め、高品質な溶接が可能です。
【圧力試験:信頼性の確保】
溶接後には、お客様の要望に応じて圧力試験を実施します。今回は、水圧2.5MPaでの圧力試験を実施し、問題ないことを確認しました。
【まとめ:確かな技術と信頼で応えます】
今回は、ホームページからお問い合わせいただいたチタン配管溶接と圧力試験の事例を紹介しました。弊社では、チタン配管溶接だけでなく、様々な金
属の溶接に対応可能です。高品質な溶接技術と徹底した品質管理体制で、お客様のニーズに合わせた製品を提供いたします。金属加工に関するご相談
は、お気軽にお問い合わせください。
株式会社上村製作所
[電話番号]075-982-2931
[お問合せはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
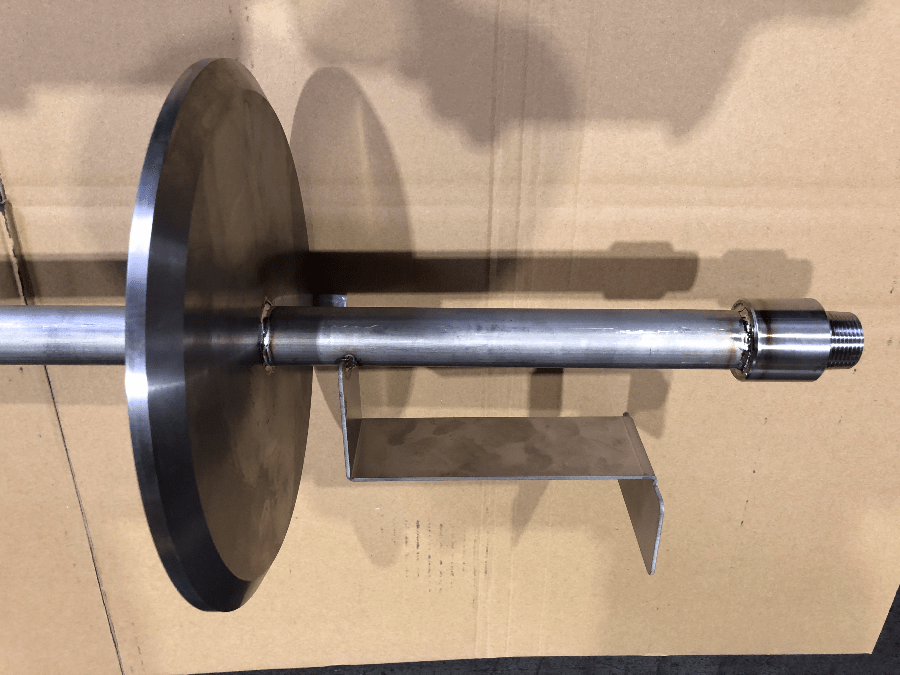
チタン配管溶接品です。隅肉溶接にもコンタミネーションは見られません。
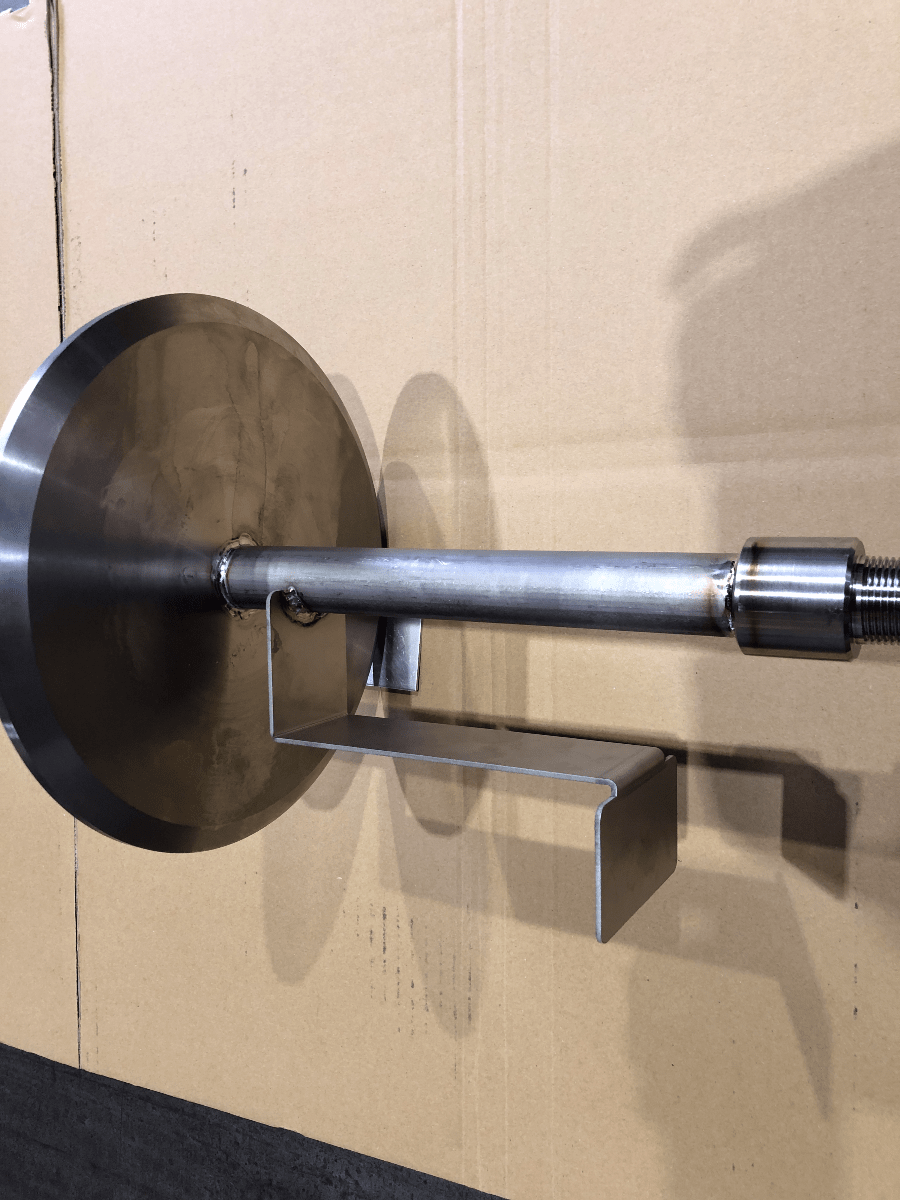
溶接色は銀色+熱影響部は小麦色です
円盤も両面隅肉溶接をしています。
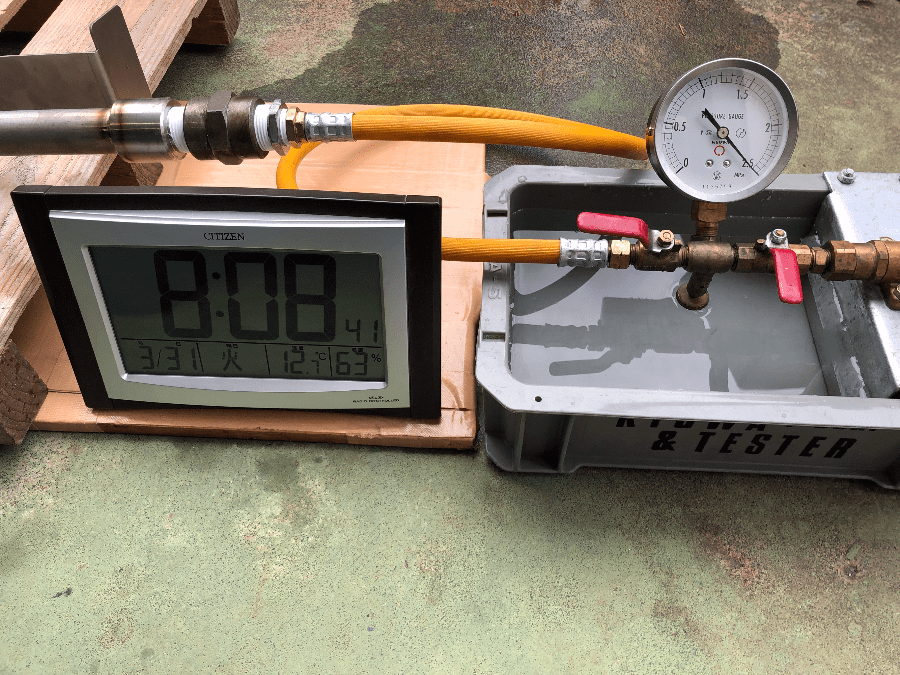
耐圧試験は2.5Mpa
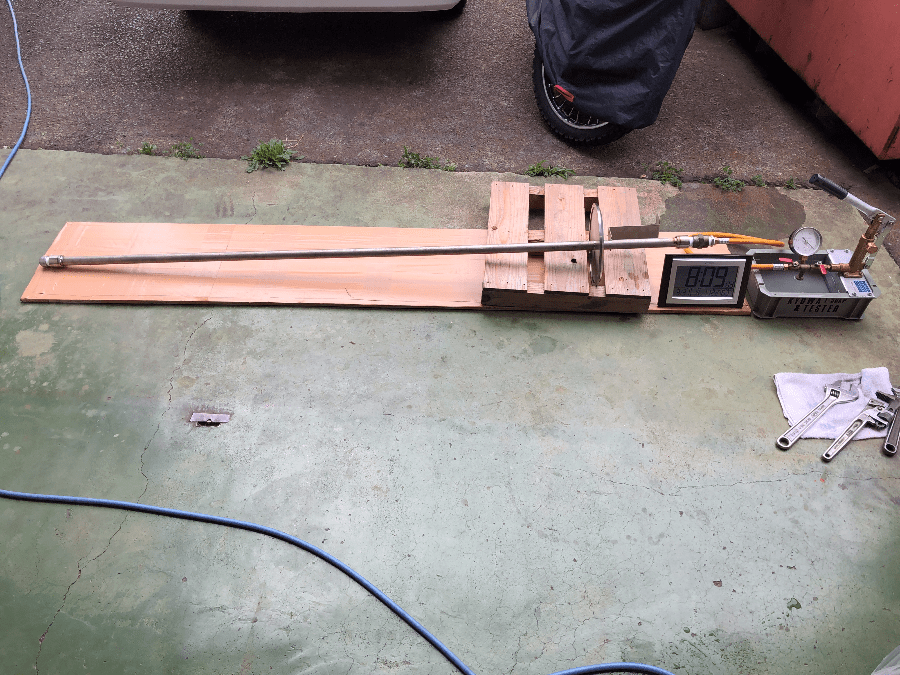
1時間放置しました。
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント