
【検証】ジュラルミン溶接 – ヘリウム混合ガスの威力に驚愕!
ものづくりだより400号
おはようございます。溶接管理技術者1級の上村昌也です。
先日、ジュラルミン(A2017)の溶接を行った際、ヘリウム混合ガスの威力を改めて実感しましたので、ご報告します。
「アルゴンでいけるはず」と思っていても、厚物・熱容量が大きい条件では反応が出にくいことがあります。今回は、実際の条件と結果を整理します。
+ 目次(クリックで開閉)
1. 材料と条件
2. 実作業で起きたこと(アルゴン→ヘリウム混合)
3. 参考リンク
4. よくある質問(FAQ)
5. 技術相談(お問い合わせ)
1. 材料と条件
【材料】A2017(ジュラルミン) W550×380×30
【工法】TIG溶接
【溶接パラメータ】
-
溶接機1: Panasonic YC-500WX4 AC
- 溶接電流: 350A
- 交流周波数: 100Hz前後
- 溶加棒: A2319BY 3.2mm
- 電極: 純タングステン
- シールドガス: Ar
- 予熱: 200℃
-
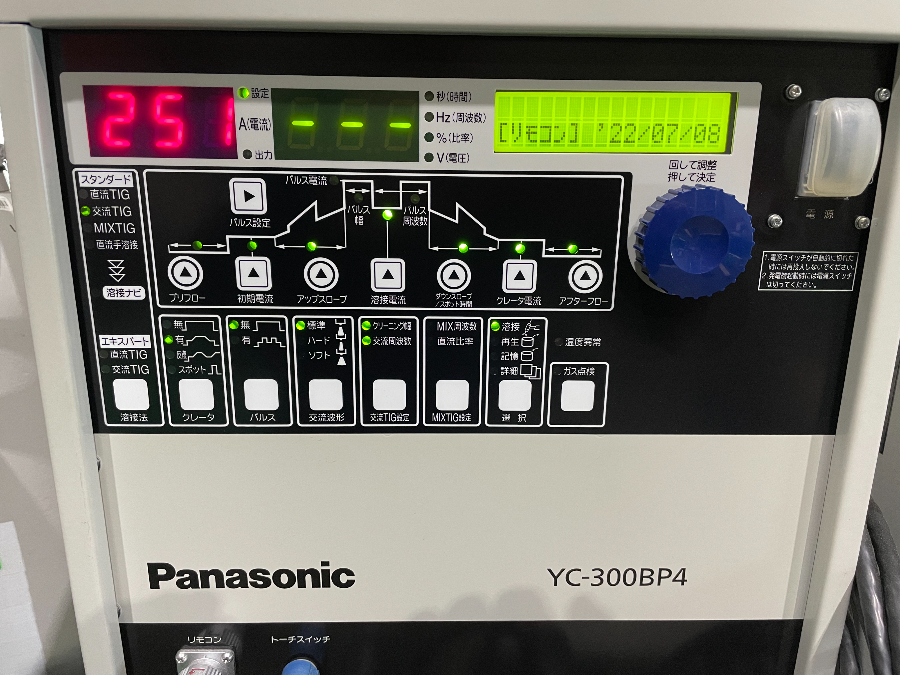
溶接機2: Panasonic YC-300BP4 AC
- 溶接電流: 250A
- 交流周波数: 200Hz
- 溶加棒: A2319BY 3.2mm
- 電極: 純タングステン
- シールドガス: Ar+He(80%)
- 予熱: 200℃
2. 実作業で起きたこと(アルゴン→ヘリウム混合)
上記パラメータをご覧いただければ一目瞭然ですが、ヘリウム混合のパワーは本当に凄いです。
当初、純アルゴンで500A機を使い、300Aくらいの電流で溶けると思っていたのですが、全く反応がありませんでした。
そのため、BP4-300Aに変更しました。
これは単なるインバータ機とデジタル機の違いではありません。細かい制御ができるのがデジタル機の特長ですが、インバータ機もまだまだ使えます。
本来なら500A機で溶接が可能と考えるのですが、純アルゴンではここまでパワーがないことが分かりました。
なぜアルゴンではパワーがなく、ヘリウムの方がパワーがあるのかは、以前サイトでご紹介していますので、そちらもご参照ください。
ヘリウム入りのガスはかなりコスト高ですが、それなりの価値は十分あると考えます。最近めっきり500A機で溶接する機会が減りました。
3. 参考リンク

ヘリウムガスが無いとここまでは溶接できません。

400A用トーチ
電流はなるべく低くしてつけること
よくある質問(FAQ)
Q1. なぜヘリウム混合ガスにすると“溶ける反応”が出やすいのですか?
ヘリウム混合は、条件によってアークの熱投入(入熱)の出方が変わり、アルゴン単体より“反応が出やすい”側に振れる場合があります。
厚物や熱が逃げやすい形状では、作業性・溶け込みの確保に寄与することがあります。
Q2. 予熱200℃は必須ですか?
必須ではありません。ただしA2017のような厚物・熱容量が大きい条件では、予熱により立ち上がりの安定や溶け込みの確保に有利になることがあります。
形状・板厚・溶接長・拘束条件を見て判断します。
Q3. ガス比率(He 80%)は固定ですか?
固定ではありません。ただし現場で自由に比率を可変するという意味ではなく、実務上はガス会社へ比率を指定し、混合ガス(プレミックス)として手配して使用します。
比率を変える場合は、調達性・コスト・アーク安定性・狙う入熱のバランスを見て案件ごとに判断します。
Q4. ジュラルミン溶接の相談は、図面がなくてもできますか?
可能です。写真と寸法、用途(強度・外観・気密など)を教えていただければ、成立性と工程の考え方を整理できます。
条件によっては現物確認のうえでご提案します。
本記事は、実際の作業・検証をもとに一般的な技術情報として整理したものです。形状・材質・板厚・拘束条件・使用条件により最適条件は変わります。
内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved. 当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
ジュラルミン(A2017/A2024等)の溶接は、材質・板厚・拘束条件で成立性が大きく変わります。
「アルゴンで反応しない」「入熱を上げたいが割れが怖い」「混合ガスの選定を迷う」など、条件整理から一緒に進めます。
※写真・寸法・用途があると話が早いです


スマホでQRを読み取って、LINEからも簡単にご相談いただけます
075-982-2931
溶接管理技術者1級
保有資格IIW IWP
#アルミ溶接 #ジュラルミン溶接 #A2017 #ヘリウム混合ガス #TIG溶接 #溶接検証 #京都
コメント