
【ZX-10R】スイングアーム破損からの復活!プロのアルミ溶接技術
ものづくりだより316号
【はじめに】
おはようございます。溶接管理技術者の上村昌也です。
今回は、ジョナサン・レイの活躍でチャンピオンマシーンに君臨している「Kawasaki Ninja ZX-10R」のスイングアームスタンドフック
補修溶接の事例をご紹介します。縁石にぶつけて破損してしまったフックの補修依頼を受け、当社の高度な溶接技術で修復いたしました。
【高品質なアルミTIG溶接による修復】
破損したスイングアームスタンドフックは、アルミ鋳物製でした。アルミ鋳物は溶接が難しく、技術と経験が求められます。
当社では、以下の手順で丁寧に作業を行いました。
- 【入念な事前準備】
- ホイールなどを新聞紙で養生
- リムーバーで塗装を剥離
- クラック部分とスイングアームを入念にクリーニング
- 【安全な作業環境】
- クレーンで後輪を吊り上げ、安定した作業環境を確保
- 【高品質溶接の秘訣】
- 部材を150℃に予熱:低い電流で溶接でき、アンダーカットなどの欠陥を防止
- Panasonic YC-300BP4 ACを使用し、180A、200HzでTIG溶接
- 溶加棒はA5356BY φ1.6 2.4、電極は純タングステン、シールドガスはArを使用
- 熟練の技術者がTig溶接にて慎重に作業
【作業のポイントと当社の技術力】
クラックが下部にあったため、後輪を吊り上げる必要がありましたが、スリングとホイストでバランスを取り、安全かつスムーズに作業できました。アルミ鋳物の溶接は難しいものの、予熱によって溶接条件が向上し、高品質な仕上がりを実現しました。
【まとめ】
今回の補修では、当社のアルミTIG溶接技術と経験が、お客様の大切なマシーンを性能維持に貢献できたと考えています。アルミ溶接は、事前の準備、高い技術、経験が重要です。御社のアルミ溶接、板金加工の依頼をお待ちしております。

Kawsaki ZX-10R

ZX-10R ジョナサン・レイの活躍でチャンピオンマシンに

リムバーをホイル等につかないように新聞紙で養生

車輪止めが役に立っています。

上手く外れてくれたフック。 周囲をリムバーで剥離
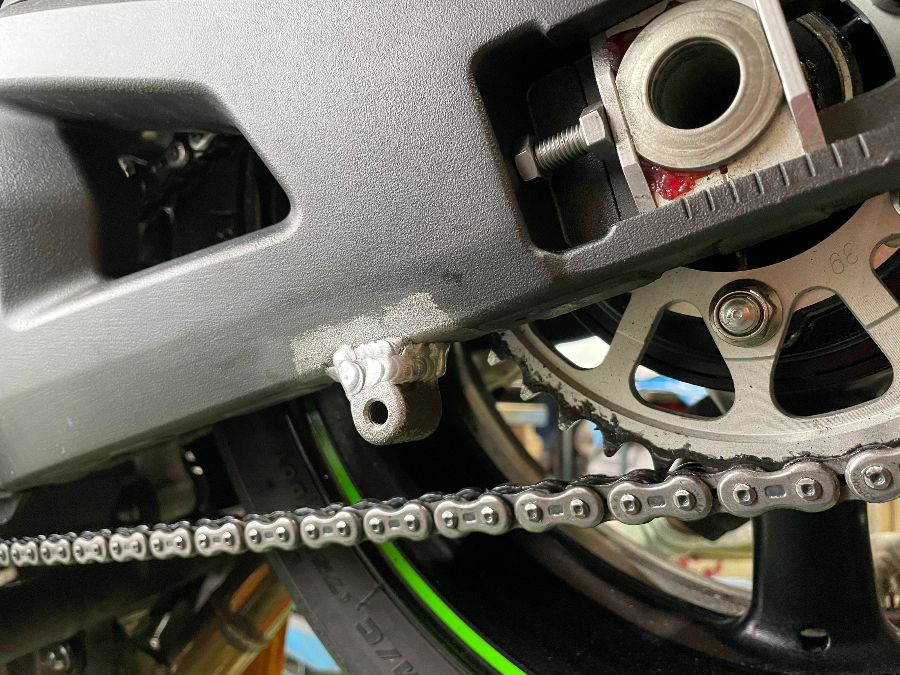
もっこり溶接を行いました。

作業はこの状態で行いました。
「他社では断られた」「難しいとされている」
そんな案件ほど、ぜひ当社にお任せください。
現場の課題を一緒に解決していきましょう。
▼ LINEはこちらからでも簡単にご相談いただけます!
スマホでQRコードを読み取って、すぐにご連絡いただけます。

[QRコード画像]

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
#アルミ溶接 #修理 #アルミフレーム溶接 #少人数板金 #京都板金
コメント