
【A5025ロール曲げ】内R15の難加工に挑戦!ベンダー曲げで精度向上
おはようございます溶接管理技術者の上村昌也です。
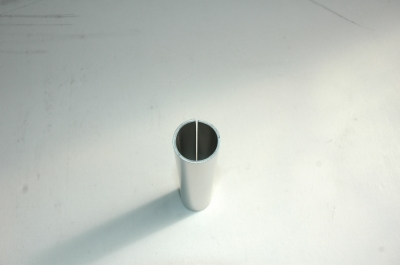
今回は、アルミニウムA5025 t=2.5mmの内R15ロール巻き加工についてご紹介します。
【難易度の高いロール曲げ】
長さ200mmのA5025 t=2.5mmは、アルミとはいえ非常に曲げ加工が難しい材料です。
特に先端のR15がきつく、従来のウレタンロール加工では先端が甘くなりがちでした。
後工程を考えると、面違いは極力避けたいところです。
【ベンダー曲げへの挑戦】
そこで今回、ロール巻きを諦め、ベンダー曲げに挑戦しました。試作の結果、突き合わせの面違いが
比較的良好になり、精度向上が見られました。今回はテストピースのため、要領がつかめた段階で
評価としました。
【特殊材料への対応】
「市販のパイプを使えば良いのでは?」と思われるかもしれませんが、実際の製品は特殊材料であり、
規格外の製品です。そのため、ロール巻き後に突き合わせ部分を溶接する必要があります。
【さらなる品質向上へ】
実機での曲げ条件は若干異なる可能性がありますが、今回の試作で得られた知見を活かし、さらなる
工夫を重ねることで、より高品質な製品を目指します。
【現在の弊社の技術】
2017年の記事公開後、弊社の技術はさらに磨きがかかり、A5025をはじめとする多種多様な素材、
形状に対応する高度な板金加工技術を確立しています。
【まとめ】
難易度の高いロール曲げ加工も、弊社の経験と技術があれば対応可能です。板金加工に関するご相談は、
お気軽にお問い合わせください。
[お問い合わせはこちら]株式会社上村製作所
[電話番号]075-982-2931
[ホームページURL]https://www.kamimura.co.jp
読んでためになる【日本アルミ協会 アルミの基礎知識】
https://www.aluminum.or.jp/basic/
アルミ溶接(TIG欠陥対策)の欠陥で困っていませんか?
https://www.kamimura.co.jp/tig-kekan/
アルミロール加工 上村製作所
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント