
【厚板ジュラルミン溶接のプロが解説!A2017フランジを割れなく仕上げる秘訣】
ものづくりだより338号
【はじめに】
おはようございます。溶接管理技術者の上村昌也です。今回は、A2017ジュラルミンを使用した厚板フランジの溶接における注意点について解説します。A2017は、強度が高く航空機などにも使用される材料ですが、溶接時に割れが発生しやすいという特徴があります。特に厚みのあるフランジは、冷却速度が速いため、適切な対策が必要です。この記事では、私が実際にφ235、厚み123mmのA2017ジュラルミンフランジをTig溶接した際の経験をもとに、割れを防ぎ高品質な溶接を行うためのポイントを紹介します。
【A2017ジュラルミン溶接の難しさ】
材料はA2017ジュラルミンで、φ235、厚み123mmのフランジです。この厚みのあるジュラルミンフランジの溶接は、非常に難易度が高いものでした。ジュラルミンは溶接部の割れが発生しやすい非常にデリケートな材質であり、特に厚みのあるフランジなどは冷却スピードが速いので、溶接部のクラックの発生原因となるからです。
【溶接の手順とパラメーター】
工法はTig溶接を採用し、リューターにて開先加工を行いました。使用したパラメーターは以下の通りです。
- 電源装置:Panasonic YC-300BP4 AC
- 溶接電流:215A
- 交流周波数:200Hz
- 溶加棒:A2319BY 3.2mm
- 電極:純タングステン
- シールドガス:He+Ar
- 予熱:200℃
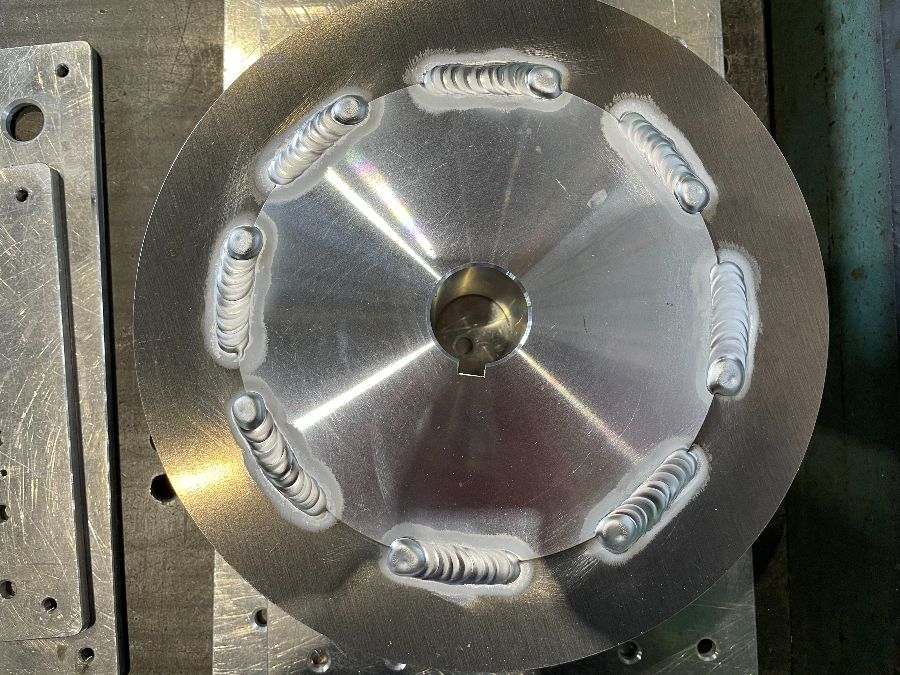
A2017溶接品
【割れを防ぐための対策】
この問題解決をするには溶接部がゆっくりと冷却されるようにあらかじめ材料に予熱を行い溶接後、冷却速度を遅らせる事が肝要です。特に重要なのが予熱です。200℃に予熱することで、溶接部の温度を上げ、冷却速度を遅らせることができます。また、適切な溶接パラメーターを選択することも重要です。これらの対策により、溶接部の割れを防ぎ、高品質な溶接を実現することができました。
【まとめ】
A2017ジュラルミンの厚板フランジ溶接は、高い技術と経験が必要です。正しい原理原則に基づいて作業を進めることで、割れなどの心配なく、高品質な溶接を行うことができます。ジュラルミン溶接でお困りの方は、ぜひ当社にご相談ください。長年培ってきた経験と技術で、お客様のビジネスを全力でサポートいたします。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp

#アルミ溶接 #修理 #アルミフレーム溶接
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント