
アダム・スミスの『国富論』に、ピン工場の話があります。工程を分担すれば生産性が何十倍にもなる——分業の力を説いた、経済学史上もっとも有名なエピソードのひとつです。
ただ、うちには当てはまりません。一人現場だからです。
では一人現場の強みはどこか。「一度やったことを、1年半後でも同じ品質で再現できること」だと思っています。
今回は、その証明になった案件です。
ものづくりだより 519号(製作事例)
おはようございます。株式会社上村製作所の上村昌也です。
「60mmクラスの厚みになると、どこに頼めばいいか分からない」——
アルミ厚物溶接は対応できる加工会社が限られる分野です。
ホームページから相談が来て、1年半後にリピートをいただいた記録です。
今回お伝えするのは、板厚60mm・全体サイズ約800mmというアルミ厚物溶接品の製作事例です。初回納品から約1年半後に同じ仕様でリピートをいただいた経緯と、そこから感じた「再現性」の意味についてお伝えします。
📌 この記事でわかること
- アルミ60mm厚・400×800mmサイズの厚物溶接に当社がどう対応したか
- 入熱管理・歪み対策・治具検討という事前整理の考え方
- 初回納品から1年半後にリピートが来た理由
- 一人現場が「分業」ではなく「再現性」で勝負する理由
- アルミ厚物溶接でお困りの方への対応方針
目次(クリックで開閉)
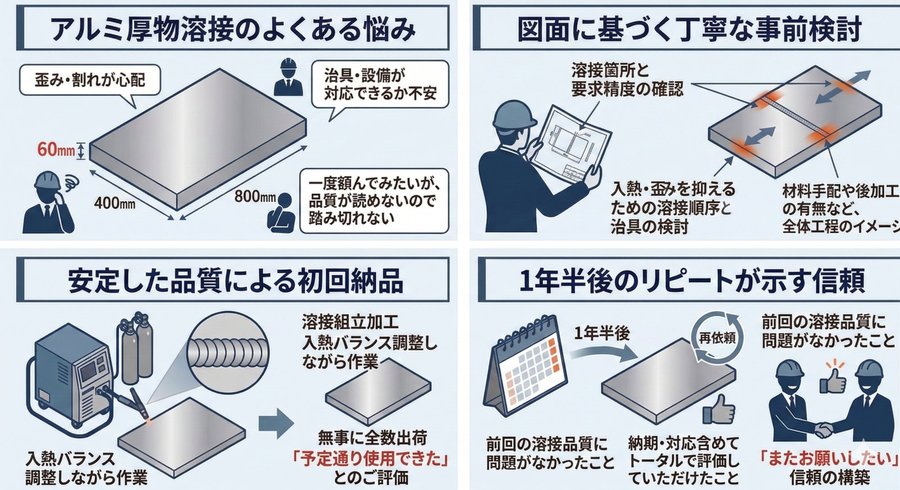
アルミ厚物溶接でよくいただくお悩み
アルミの厚物溶接は、対応できる加工会社が限られる分野です。
- 「60mmクラスの厚みになると歪みや割れが心配」
- 「サイズが大きくて、治具や設備が対応できるか不安」
- 「一度頼んでみたいが、品質が読めないので踏み切れない」
特に、研究開発品や試作のようにロットが少ない場合、対応してくれる先を探すだけでも一苦労という声をよく耳にします。
ホームページから届いたご相談内容
昨年3月ごろ、ホームページ経由で次のようなお問い合わせをいただきました。
「アルミの厚物溶接をお願いできますか?」
図面を確認すると、板厚は60mm、全体サイズも約800mmという、なかなか手強い加工品でした。アルミ厚肉材のため、入熱管理や歪み対策をしながらの溶接が必要となる案件です。
当社の対応方針とお見積り
まず図面と仕様をもとに、以下のポイントを整理しました。
- 溶接箇所と要求精度の確認
- 入熱・歪みを抑えるための溶接順序と治具の検討
- 材料手配や後加工の有無など、全体工程のイメージ
これらを踏まえてメールにてお見積りをご提案し、正式にご発注をいただきました。さらに、形状のよく似た溶接品が追加で5点あり、こちらもまとめてご依頼いただく形となりました。
初回加工後の結果と評価

アルミ厚物材のTIG溶接ビードを拡大。均一な波形が再現され、安定した溶け込みと品質を確認できる。
溶接組立加工では、変形や割れが出ないように入熱バランスを調整しながら作業を進めました。製品は所定の検査を経て、無事に全数出荷。初回ロットは大きな問題もなく納品することができました。
その後、お客様からは特別なクレーム連絡もなく、「予定通り使用できた」とのご評価をいただいております。
1年半後、同じ厚物溶接品のリピート依頼
初回の納品から約1年半が経過した頃、同じお客様から再びご連絡がありました。
「前回お願いしたアルミ厚物溶接品を、同じ仕様で再度お願いできますか?」
図面も前回と同じ内容で、再び同じ溶接組立加工をご依頼いただきました。これはすなわち、
- 前回の溶接品質に問題がなかったこと
- 納期・対応含めてトータルで評価していただけたこと
この2点が確認できた、非常にありがたいリピート案件です。
冒頭のアダム・スミスの話に戻ります。分業で生産性を上げる——それは一人現場には使えない武器です。でも、1年半後に「同じ品質で」と指名していただけること、これが一人現場の答えだと思っています。属人化ではなく、再現性の蓄積が信頼になる。
この事例からお伝えしたいこと
このアルミ厚物溶接の案件を通じて、改めて次のことを実感しました。
- ネットからのご縁でも、品質と対応次第でリピートに繋がる
- 厚物・大型品のような「少しハードルの高い案件」こそ、丁寧な事前検討が重要
- 一度きりではなく、「またお願いしたい」と思っていただける仕事を積み重ねることが大切
アルミ厚肉材の溶接は、難易度が高く敬遠されがちな分野です。それでも、図面をきちんと読み込み、加工条件を一つひとつ詰めていけば、少人数の町工場でも十分に対応可能です。
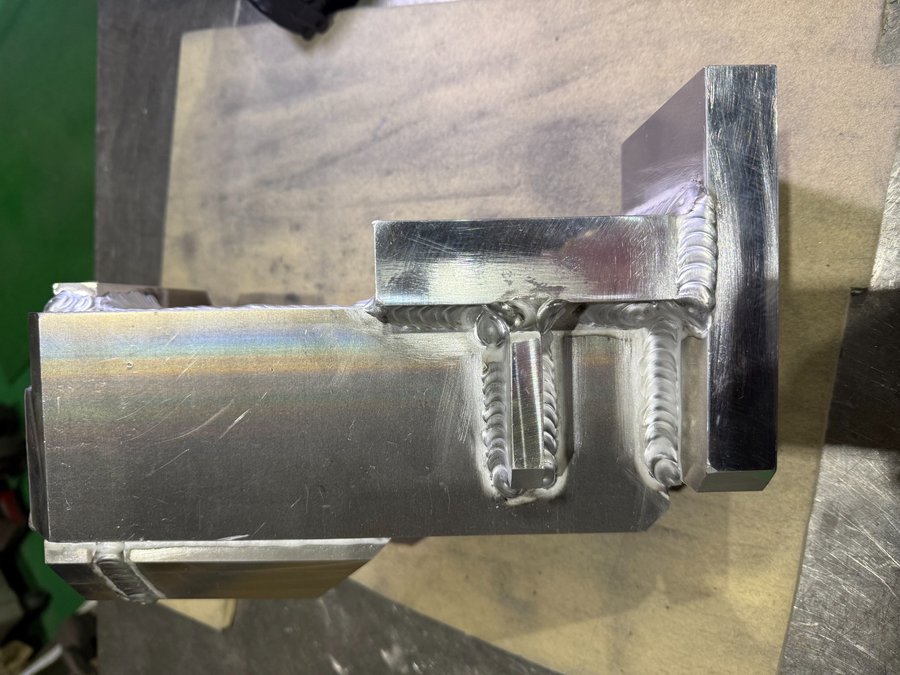
複雑構造のアルミ厚物部品を多方向から溶接した組立加工品。安定した品質でリピート案件にも対応。
▶関連記事(アルミ溶接・厚物加工・熱影響の技術知見まとめ)
TIG溶接の欠陥原因と対策|歪み・ブローホール・割れを防ぐ基本原理
TIG溶接で発生しやすい欠陥の仕組みと、実務で使える対策を体系的にまとめた技術解説です。
アルミ溶接の溶け落ちを防ぐには?|入熱管理と裏波・開先の基礎知識
アルミ特有の溶け落ち・穴あき対策として、入熱・電流値・開先角度の考え方を整理しています。
【厚物実例】アルミ厚物溶接の技術検証|難易度の高い大型品への対応
厚物アルミ溶接を実際にどのような工程で仕上げたか、過去の技術実例として紹介しています。
よくある質問(FAQ)
Q1. アルミ60mm厚程度の溶接も対応可能ですか?
条件にもよりますが、図面・形状・溶接長さなどを確認させていただいた上で、60mm厚クラスのアルミ厚物溶接にも対応可能なケースがあります。まずは図面や写真をお送りいただき、具体的な可否と進め方を検討させていただきます。
Q2. 1点だけの試作や少量ロットでも相談できますか?
はい、試作・少量ロットのご相談にも対応しています。研究開発用部品や評価用サンプルなど、1点だけのご依頼でも対応実績があります。なお、段取りや治具製作の都合上、単価が割高になる場合がありますので、その点は事前にご説明します。
Q3. 対応できるアルミ材質(合金種)は決まっていますか?
一般的にはA5052やA6061などの工業用合金のご相談が多いですが、材質によって溶接性が大きく異なります。図面と合わせて材質記号が分かる資料をご提示いただければ、対応可否や注意点を検討した上でご回答します。
Q4. 厚物アルミ溶接の歪みや精度はどの程度まで見てもらえますか?
厚物アルミは入熱が大きくなるため、完全な無歪みを保証することはできませんが、用途や必要精度に応じて溶接順序・治具・後加工を含めた方法を検討します。事前に許容公差や、どの面を優先したいかを共有いただけると、より現実的な進め方をご提案できます。
Q5. 相談時にはどのような情報を送ればよいですか?
以下の情報をいただけるとスムーズです。
・図面(PDFや画像データ)
・材質(例:A5052、A6061など)
・おおよその数量と希望納期
・使用用途(試作・評価用・量産前の検証など)
可能な範囲で構いませんので、分かる情報からお知らせください。
まとめ|「また頼みたい」が、一人現場の答え
分業で生産性を上げる——それは大きな組織の強みです。一人現場にはできません。
でも、1年半後に同じ仕様で指名していただけること。それが、当社の答えです。品質と再現性を積み重ねることが、町工場の信頼になると信じています。
「他社では断られた」「難しいとされている」——
そんな案件ほど、ぜひ当社にお任せください。
現場の課題を一緒に解決していきましょう。
※お気軽にお問い合わせください


スマホでQRを読み取って、LINEからも簡単にご相談いただけます
075-982-2931
板金加工に精通、溶接管理技術者1級がご対応します
著作権及び免責事項
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2026 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
#アルミ溶接 #厚物溶接 #板金加工 #少人数板金 #京都板金
コメント