
【板金・溶接業者様必見!高精度なアルミ製検査治具で品質管理を強化】
ものづくりだより495号
【はじめに】
おはようございます!株式会社上村製作所の上村昌也です。いつも『ものづくりだより』をお読みいただき、誠にありがとうございます*
今回は、私たちが製作したアルミ製検査装置治具の事例をご紹介させていただきます。材料には、汎用性の高いA5052アルミ板と角パイプを使用しましたが、その組み合わせは一筋縄ではいかないものでした。なんと、板厚が25mmに対し、角パイプはわずか2mmという、非常にアンバランスな構成だったのです。
【難題に挑む!厚板と薄板の溶接】
このアンバランスな組み合わせが、溶接において大きな課題となります。隅肉溶接で接合する際、厚い25mmの板厚に合わせた電流値で溶接を行うと、薄い2mmの角パイプが過熱により溶け落ちてしまう危険性があるのです。
かといって、パイプの溶け落ちを恐れて電流値を下げてしまうと、今度は厚板側で十分な溶け込みが得られず、結果として強度の弱い、不良な溶接になってしまいます。この微妙なバランスを見極め、最適な電流値と溶接速度を経験に基づいて調整していくしかありません。まさに、職人の勘と腕の見せ所です。
【変形との戦い!治具で拘束する匠の技】
さらに、隅肉溶接は部材の変形を引き起こしやすいという側面も持ち合わせています。特に今回の事例のように板厚差が大きい場合、溶接による熱収縮の差が大きくなり、歪みが生じやすくなります。
そこで私たちは、治具でしっかりと部材を拘束しながら溶接作業を進めることで、この変形を最小限に抑える工夫を凝らしました。長年の経験で培ってきたノウハウを活かし、歪みなく、正確に組み上げることができました。
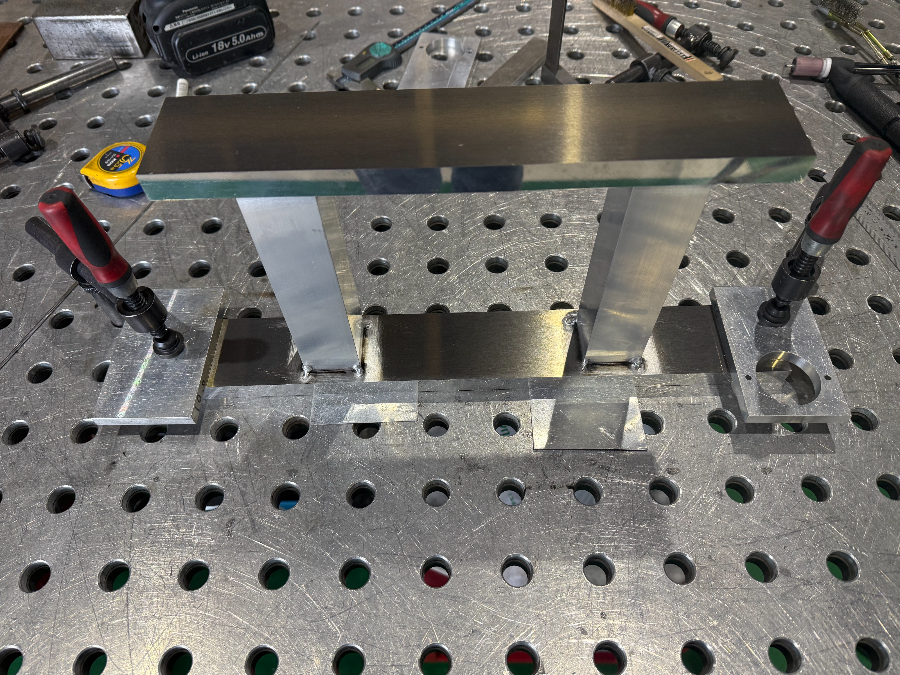
厚いアルミ板と薄い角パイプが、治具によってしっかりと固定され、丁寧に溶接されている様子です。熟練の職人が、一つ一つの溶接箇所に神経を集中させているのが伝わってきます。
【まとめ】
今回のアルミ製検査治具の製作事例では、厚板と薄板というアンバランスな材料の組み合わせに対し、長年の経験と技術、そして細部にまでこだわった作業によって、高品質な製品を作り上げることができました。
株式会社上村製作所では、このような難しい板金加工や溶接の案件にも、積極的に挑戦し、お客様のニーズにお応えしています。検査治具をはじめ、様々な金属加工に関するご相談がございましたら、ぜひお気軽にお問い合わせください。私たちの技術力で、お客様のビジネスをサポートさせていただきます*
最後までお読みいただき、ありがとうございました*
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
#アルミ溶接 #修理 #アルミフレーム溶接
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
すっかりご無沙汰しております。デメラー社製品をブログに掲載して下さりありがとうございます。
毎回ブログを楽しみに拝見させて頂いております。上村様ならアルミに限らず、無理難題をクリアし、相談まで受け付ける懐の広さに感銘しました。弊社取扱いデメラー製品にてお役に立てる事がありましたら、何でもお申し付けください。
来月7月16日~19日まで東京ビックサイトにてMF-TOKYOという展示会がございます。
残念ながら私は事務所から応援となります。もしお近くまでご用事がございます際にはお立ち寄り頂けましたら幸いです。
引き続き、上村様のブログを拝見させて頂きます。
いつもお世話になります。いろいろご紹介したいのですが、お客様との協定上公開出来ない案件ばっかりで仕方ないですね。
また宜しくお願い致します。