
【高品質を実現!SUS304 200Aフランジ ロール加工・溶接のプロの技】
ものづくりだより318号
【はじめに】
おはようございます。溶接管理技術者の上村昌也です。今回は、直径φ200、板厚4mm、高さ125mmのSUS304 200Aフランジのロール加工と溶接について、実際の作業工程と技術的なポイントをご紹介します。この製品は、ロール巻き専門の協力企業様との連携により、高い精度と品質を実現しました。この記事が、板金加工や溶接業者をお探しの方、また、高品質な加工技術に関心のある皆様にとって、有益な情報となれば幸いです。
【材料と工法】
使用材料は、SUS304 2B、板厚5.0mmと4.0mmです。フランジはレーザー加工、胴巻きはロール加工を専門業者に依頼しました。溶接はTig溶接を採用し、全周溶接、タック溶接、連続溶接を行いました。特に、ロール巻きの精度がその後の作業効率を大きく左右するため、協力企業様の高い技術力が不可欠でした。
- 具体的な作業工程:
- フランジをレーザーにて精密加工。
- ロール専門業者にて、SUS304を高度な技術で巻き加工。
- Tig溶接にて、フランジの全周溶接を実施。
- 胴巻きをアタッチメントでしっかりと拘束し、タック溶接及び連続溶接を行う。
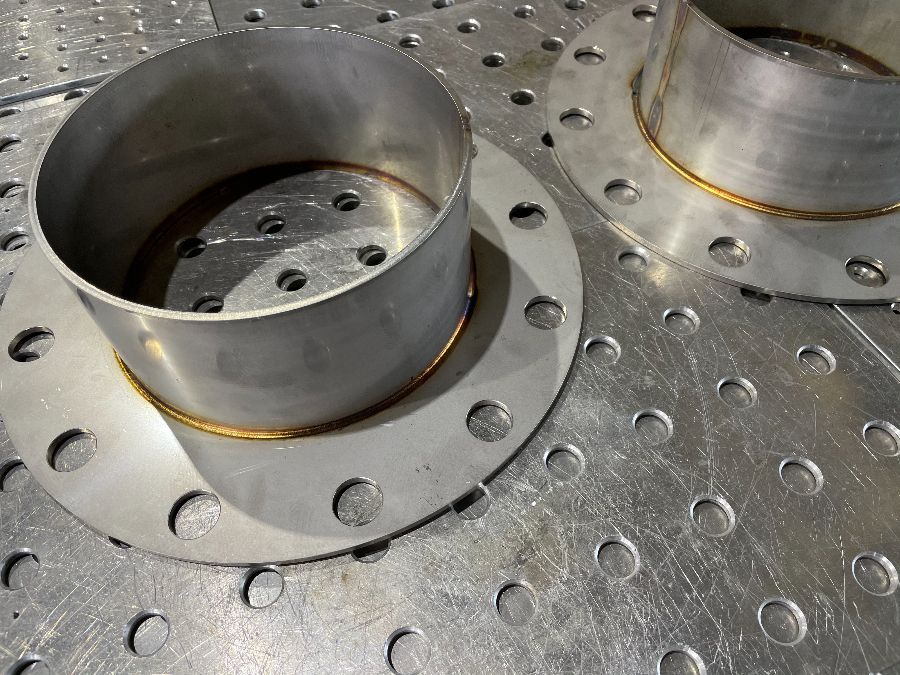
- レーザー加工した板厚t=5mmの板に、精密にロール巻きされた胴巻きを挿入。
- ロール巻きの精度が非常に高いため、フランジに「すこっと」はまる。
- ターンテーブルを使用し、パルス溶接で全周を丁寧に溶接。
- 溶接後の品質保証として、浸透探傷試験を実施し、漏れがないことを確認。
【溶接パラメーターと品質管理】
使用した溶接電源装置はPanasonic YC-300BP4 DCです。溶接電流、パルス電流、パルス周波数、パルス幅など、細かなパラメーター調整が、高品質な溶接には欠かせません。また、溶加棒の種類、電極の材質、シールドガスの種類なども、仕上がりに大きく影響します。溶接後の浸透探傷試験は、製品の安全性を保証するための重要な工程です。
- 溶接パラメーターの詳細:
- 溶接電流:11A
- パルス電流:180A
- パルス周波数:3.5Hz
- パルス幅:45%
- 溶加棒:TGS-308L 1.0mm
- 電極:レアタングステン
- シールドガス:Ar

ターンテーブを使った事例
【ロール加工の精度と溶接のポイント】
今回の作業で最も効率に影響したのは、ロール巻きの精度です。ロールの精度が低いと、その後の溶接作業に大きな影響を与え、品質低下や手戻りの原因となります。特に、ロールの鼻曲げ(先端突合せ部)の精度は、仕上がりに大きく影響します。協力企業である若江ロール様の高い技術力により、非常にスムーズに作業を進めることができました。溶接においては、ターンテーブルの回転速度と溶接電流の組み合わせが重要です。これらのパラメーターは、経験に基づいて最適な値を設定します。

溶接電流とターンテーブルのマッチングが成功の秘訣
【まとめ】
今回のSUS304 200Aフランジのロール加工と溶接を通じて、高品質な製品を作るためには、高い技術力と経験が必要であることを改めて認識しました。特に、ロール加工の精度と溶接パラメーターの適切な設定が、製品の品質と作業効率を大きく左右します。弊社では、このような高度な技術と豊富な経験を活かし、お客様のニーズに合わせた高品質な板金加工・溶接サービスを提供しております。ぜひ、お気軽にお問い合わせください。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
参考
ステンレス協会さんのサイト
ステンレスとは?
http://www.jssa.gr.jp/contents/about_stainless/
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント