
【高品質溶接を実現!クロカワ材気密溶接の技術と対策】
ものづくりだより319号
おはようございます。溶接管理技術者の上村昌也です。
【はじめに】
SS400 t=12mm FB 12×32 380×380 オイルパンの製作事例を通して、気密溶接におけるクロカワ材の処理について解説します。漏れ厳禁のオイルパンを全周溶接するにあたり、Tig溶接とMag溶接を併用し、クロカワ除去を徹底することで高品質な溶接を実現しました。
【材料と工法】
- 材料:SS400 t=12mm 380×380、FB 12×32、15Aソケット
- 工法:
- 底板をレーザーにて加工
- 底板及びフラットバーの溶接箇所のクロカワを除去
- Tig溶接にてタック溶接
- Mag溶接にて全周気密溶接
- 浸透探傷試験にて漏れを確認
【溶接パラメーター】
- Tig溶接
- 電源装置: Panasonic YC-300BP4 DC
- 溶接電流: 180A
- 溶加棒: TG-S50φ1.6 2.0
- 電極: レアタングステン
- シールドガス: Ar
- Mag溶接
- 電源装置: Panasonic YD-350GZ4
- 溶接電流: 115A〜135A
- 溶接電圧: 15.1V〜
- 溶加棒: 大同特殊鋼 DD-50A φ1.0
- シールドガス: Ar+Co2

溶接箇所全てを黒皮を除去しました。なかなかつらい
【クロカワ除去の重要性】
クロカワは溶接不良の原因となるため、丁寧な除去が不可欠です。特に、気密性が求められる溶接では、クロカワが残っているとピンホールなどの欠陥が発生し、漏れにつながる可能性があります。3Mのクロカワ除去砥石は、効率的にクロカワを除去できるため、おすすめです。
【Tig溶接とMag溶接の使い分け】
Mag溶接は溶け込みが浅いため、スタート地点にピンホールが発生しやすいという課題があります。そこで、事前にTig溶接でタック溶接を行うことで、溶け込みを深くし、ピンホールの発生を抑制します。
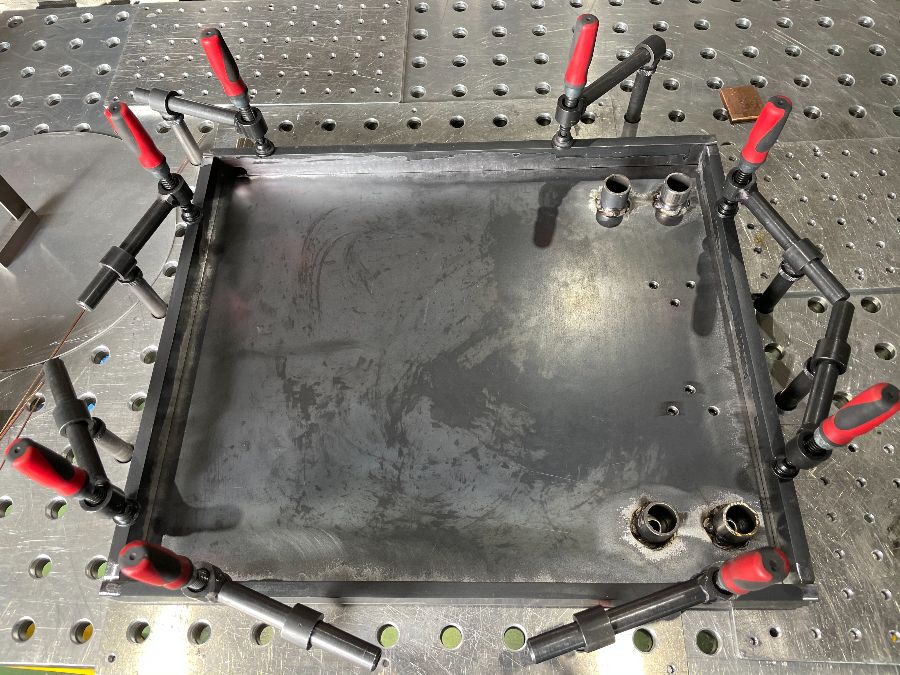
完璧にクランプしています。
【まとめ】
今回のオイルパン製作では、クロカワ除去を徹底し、Tig溶接とMag溶接を組み合わせることで、高品質な気密溶接を実現しました。クロカワ材の溶接でお困りの方は、ぜひ今回の事例を参考にしてください。
【貴社へのビジネスに繋げる為に】
今回のブログ記事では、クロカワ材の気密溶接における弊社の技術力とノウハウを紹介しました。弊社では、お客様のニーズに合わせて最適な溶接方法をご提案し、高品質な製品を提供いたします。溶接に関するお困りごとがあれば、お気軽にご相談ください。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント