
ものづくりだより255号
おはようございます。溶接管理技術者の上村昌也です。
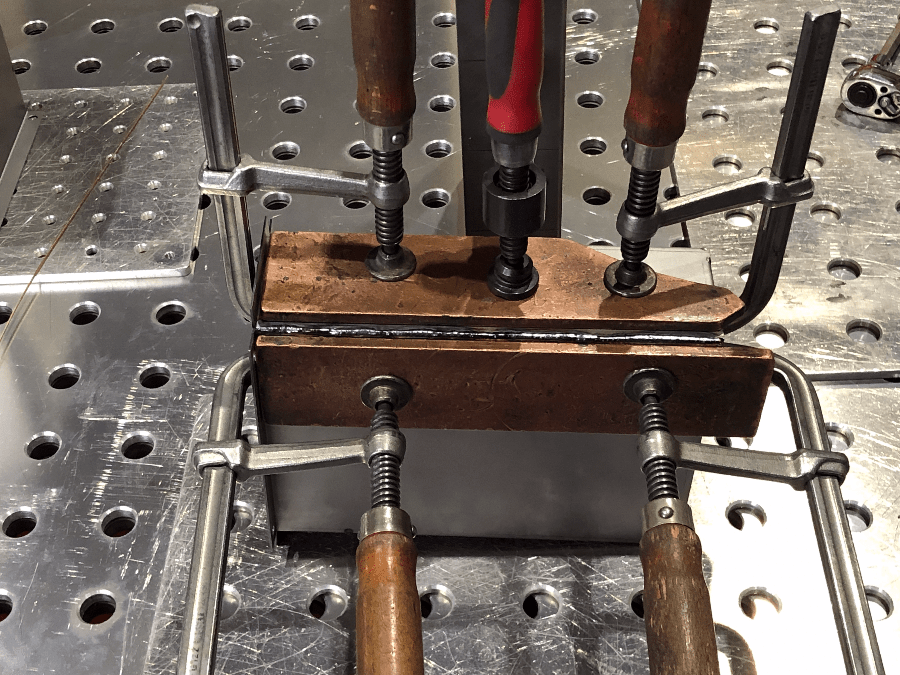
今日はSPCC=t=1.0mm 板金溶接品のご紹介です。
薄板ですが図面には、全周溶接の指示がなされています。
通常ですと角突き合わせてタップ溶接で製作するケースが多いと思います。
また割れ防止として内側からタップ溶接をしているケースもよく見かけます。
しかし溶接部をサンダー仕上げの場合には、溶接部がクラックが
入ったりしますね。
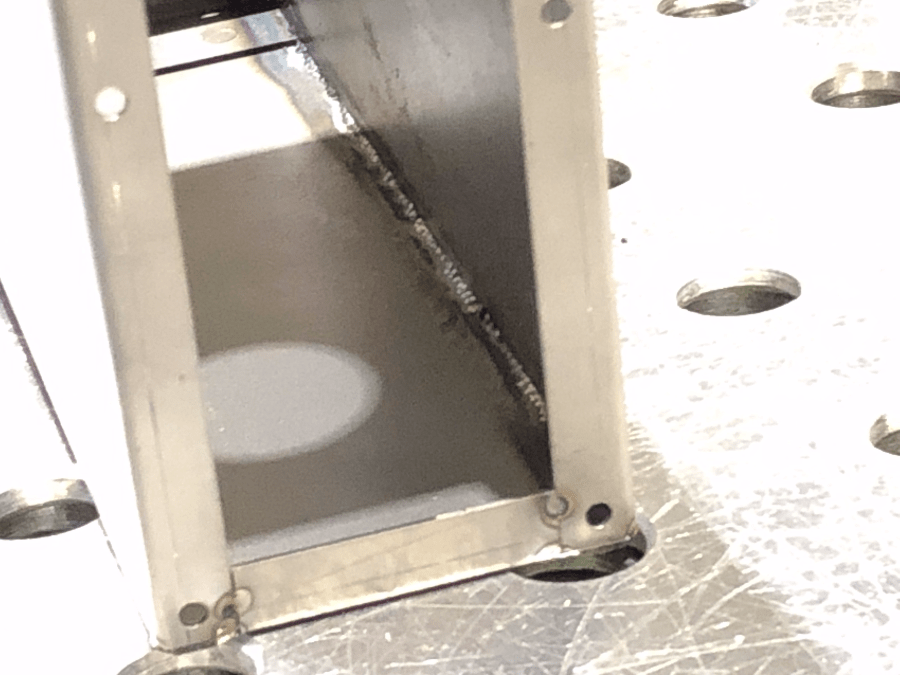
後からクレームが起きないためにも、しっかりと裏波溶接をしなければなりません。
そんな場合はやっぱり連続溶接をしなければなりません。
また図面にも指示がなされています。
溶接後はビートをサンダー仕上げにて表面を平滑にしました。
内面も溶け込んでいるので、割れなどについては問題はなさそうです。
読んで学ぶ『みんなの鉄学』
https://www.jisf.or.jp/kids/index.html
薄板全周溶接技術

コメント