
【異材溶接の技術】砲金(BC6)×鋼のTIG溶接|割れ・ブローホールを防ぐ3つの鉄則
ものづくりだより407号(製作事例)
おはようございます。株式会社上村製作所、溶接管理技術者1級の上村昌也です。
「砲金(銅合金)と鉄を溶接したら、冷えた後にパキンと割れた」
「ブローホールだらけで、強度が全く出ない」
異材溶接のご相談で、特に難易度が高いのがこの「銅合金×鋼」の組み合わせです。
物性が大きく異なるため、一般的な教科書的手順や鋼材溶接の経験則をそのまま適用すると、
割れや欠陥が発生しやすい組み合わせと言えます。
今回は、当社が実際に施工し成功させた事例をもとに、
砲金と鋼のTIG溶接を成立させるための「条件管理」と「実務ノウハウ」を整理してご紹介します。
1. なぜ砲金と鋼の溶接は割れるのか?(原因とメカニズム)
対策を検討する前に、まず失敗の原因を理解する必要があります。
主な要因は以下の3点です。
1. なぜ砲金と鋼の溶接は割れるのか?(原因とメカニズム)
主な割れの原因は、以下の3点に集約されます。
- 熱伝導率の差:銅合金は熱伝導率が高く、溶融池が安定しにくいため、入熱の与え方を誤ると「不足」または「過多」に振れやすい。
- 銅浸透による脆化:溶融した銅が鋼の粒界に浸透し、冷却時の引張応力によって割れを誘発する。
(液体金属脆化):溶けた銅が鋼の組織(粒界)に染み込み、引張応力により粒界から破断するメカニズムで、非常に危険な割れの原因となります。 - 収縮差による残留応力:線膨張係数の違いにより、冷却過程で強い引張応力が発生する。
2. 【実例解説】割れを防ぐために徹底した3つの施工ポイント
今回の施工では、以下の3点を工程として厳密に管理することで、
割れやブローホールのない健全な溶接部を実現しました。
① 徹底した予熱管理(約250℃)
砲金側全体を約250℃まで均一に予熱します。
これにより溶接開始時の急激な温度変化を抑え、
低電流でも濡れ性の良い安定した溶融池を形成できます。
② 低電流による鋼側の溶込み抑制
高電流で鋼側を深く溶かすと、鉄と銅が過剰に混ざり合い、
脆い合金層が形成されやすくなります。
予熱の効果を活かし、TIGブレージングに近い感覚で、
鋼表面を濡らすようにビードを形成しました。
③ 溶接直後のハンマーピーニング
溶接直後の高温状態でハンマーピーニングを行い、
凝固収縮で生じる引張残留応力を緩和します。
これにより結晶粒が微細化され、割れのリスクを低減できます。
3. 使用した溶接条件と結果
| 施工法 | TIG溶接 |
|---|---|
| 溶接棒 | ニッコー熔材 NCP-R(リン青銅) |
| 予熱温度 | 約250℃ |
適切な熱管理と工程管理を行うことで、NCP-Rでも
実用上十分な強度と健全性を確保できました。
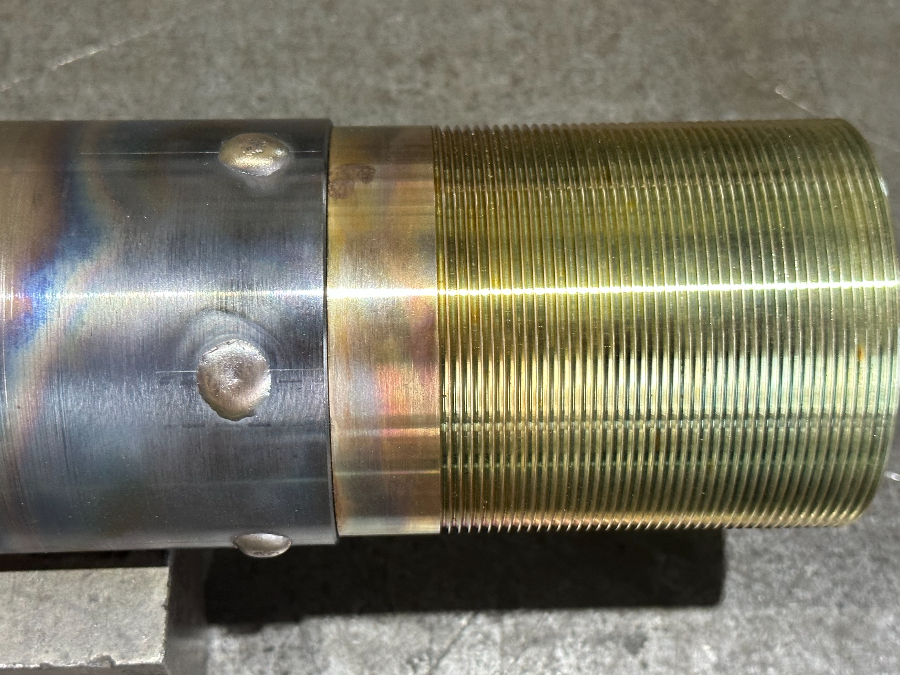
実際の施工写真。予熱とピーニングを併用し、割れのない溶接部を確認しています。
▶関連記事(割れ対策・熱管理の考え方)
【厚板アルミ溶接】A5052溶接を成功させる予熱の極意
【A6061-T6】曲げ加工時のクラック対策と検証
【S45C溶接】高炭素鋼で割れを防ぐための条件整理
よくある質問(FAQ)
Q1. 砲金(BC6)と鋼の溶接は誰でも可能ですか?
一般的な鋼材溶接条件をそのまま適用すると、割れや欠陥が発生しやすく、
材質や拘束条件を踏まえた条件整理が不可欠です。
Q2. なぜ予熱が重要なのですか?
予熱により溶融池を安定させ、急激な温度差による割れリスクを低減できます。
特に銅合金では重要な工程です。
Q3. 図面が未確定でも相談できますか?
はい。用途や使用環境を伺ったうえで、溶接・ろう付け・別工法を含めて検討します。
「他社では断られた」「難しいとされている」――
そんな案件ほど、ぜひ当社にお任せください。
現場の課題を一緒に解決していきましょう。
※お気軽にお問い合わせください


スマホでQRを読み取って、LINEからも簡単にご相談いただけます
075-982-2931
板金加工に精通、溶接管理技術者1級がご対応します
著作権及び免責事項
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
#アルミ溶接 #アルミ板金曲げ #製造設備を持つコンサルタント
コメント