
【無酸素銅の円すい加工:高精度技術で実現する理想の形状】
ものづくりだより299号
【はじめに】
おはようございます。溶接管理技術者の上村昌也です。
今回のブログでは、無酸素銅の円すい加工における当社の高度な技術と、精密な加工プロセスについてご紹介いたします。直径φ300mm、高さ100mm、板厚2.0mmという、特に寸法精度が求められるカップ形状の製品製作を通じて、当社の技術力とノウハウを詳しく解説します。
【無酸素銅円すい加工の挑戦】
まず、レーザー切断で製品の形状を切り出し、その後、ロール加工で円すい形状に成形していきます。無酸素銅は非常に柔らかいため、加工には細心の注意が必要です。少しずつ角度を調整しながら、慎重に追い込んでいく作業は、まさに職人の経験とセンスが問われる瞬間です。このサイズの製品を自社でロール加工できるのは、当社の強みの一つです。
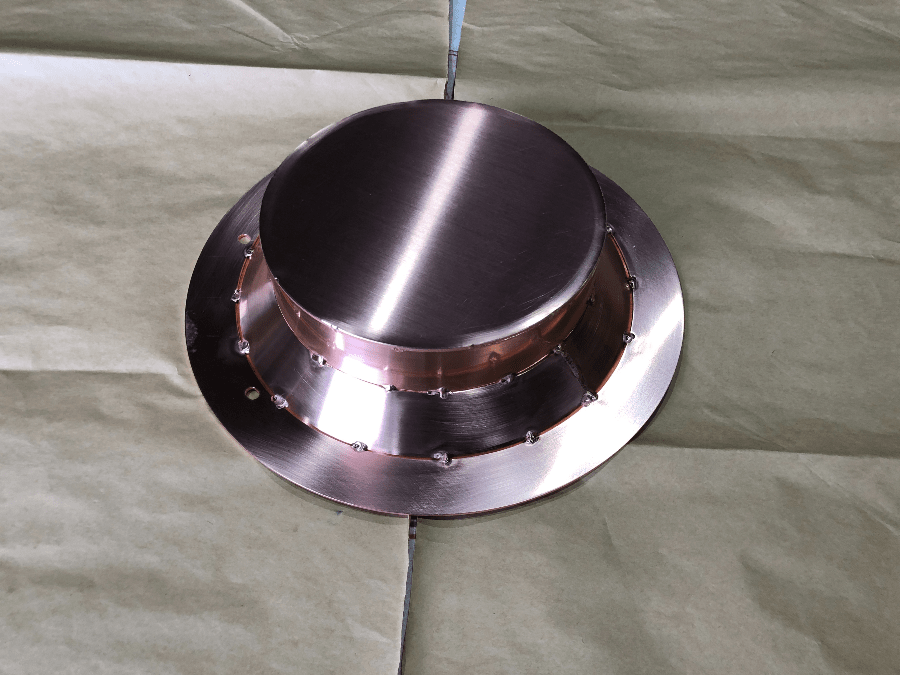
無酸素銅円錐
【寸法精度を追求する溶接技術】
次に、溶接作業に移ります。今回は、特に寸法精度が厳しく要求されたため、溶接による歪みを最小限に抑える必要がありました。強度よりも寸法公差を優先し、タップ溶接を採用。溶接長と溶接箇所を必要最小限に留めることで、歪みを抑え、公差内に収めることに成功しました。
【美観と精度を両立する仕上げ】
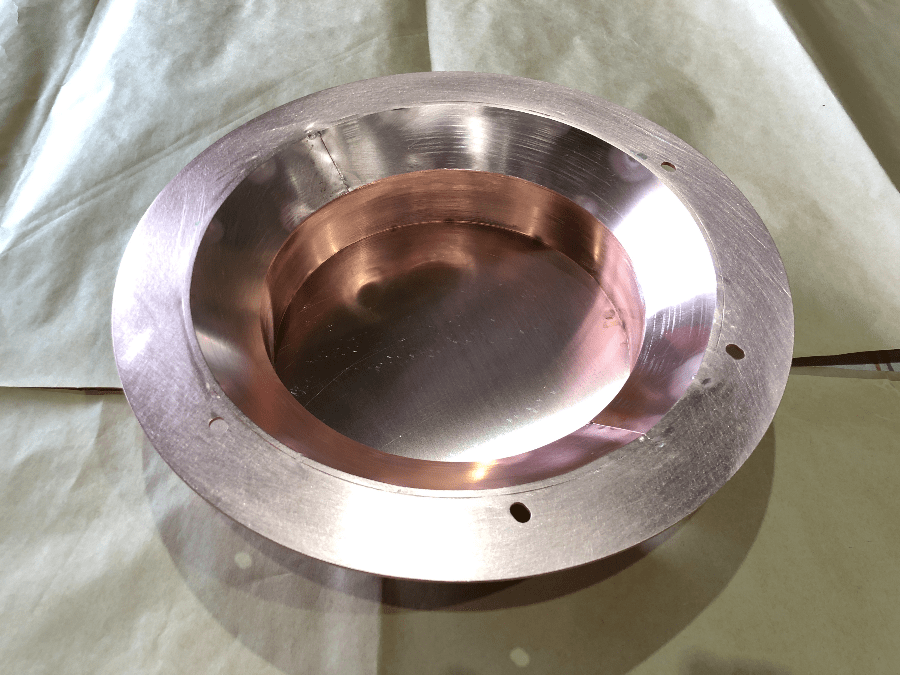
溶接後、寸法検査で合格した製品は、酸洗いによって表面を美しく仕上げます。傷を最小限に抑え、美観と精度を両立させることで、お客様の要求に応える高品質な製品を提供しています。
-

美しく、精密に仕上がった無酸素銅カップ
【まとめ】
今回の無酸素銅円すい加工では、材料の特性を理解し、高度な技術と経験を駆使することで、寸法精度が要求される製品を高品質に仕上げることができました。当社では、お客様のニーズに合わせ、様々な金属の精密板金加工・溶接に対応可能です。お困りの際は、ぜひ当社にご相談ください。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp


◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント