
【チタン加工の難関突破!M2ネジ立て成功の秘訣】
おはようございます。溶接管理技術者の上村昌也です。
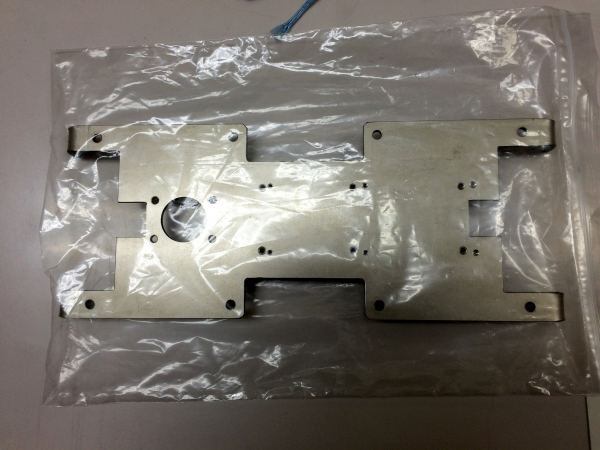
今回は、チタン3mm板へのM2ネジ立て加工と曲げ加工の事例をご紹介します。
【製品概要】
- 材料:TP340 T=3.0mm(純チタン2種)
- 加工内容:レーザーカット、小径ネジ穴加工、M2ネジ立て、曲げ加工
【加工の流れとポイント】
【レーザーカットと小径ネジ穴加工】
レーザーで精密に形状をカットし、ドリルで小径ネジ穴を加工しました。精度を左右する重要な工程です。
【M2ネジ立て】
今回最も神経を使った工程がM2ネジ立てです。チタンは熱がこもりやすく、膨張によりタップが折れやすいという難しさがあります。
- 回転数を抑える
- 適切な切削油を使用する
- 刃物の材質や形状を工夫する
これらを徹底することで、折損なくネジ立てを成功させました。
【曲げ加工】
ハンドブックに基づき、内R3で曲げ加工を行いました。スプリングバックの影響を考慮し、精度を確保しています。
【品質管理と納品】
完成品は精密機器用途であったため、窒素ガスを封入し、品質を保った状態で納品しました。
【チタン加工の難しさ】
- 熱伝導率が低く、加工中に熱がこもる
- 熱膨張によるタップやドリルの折損リスク
- 加工硬化しやすく、切削抵抗が大きい
【成功の秘訣】
- 回転数を落とし、切削油を適切に使用
- 刃物の材質や形状を最適に選定
- 加工手順を工夫し、熱影響を最小限に抑える
【お客様へのメッセージ】
チタン加工は高度な技術が求められますが、弊社は長年の経験と実績で、試作から量産まで一貫対応が可能です。
「こんな加工できる?」というご相談でもお気軽にお問い合わせください。BtoB向けの精密部品、BtoC向けのカスタムパーツ製作にも柔軟に対応します。
チタン曲げ加工
▶ LINE公式アカウントからのお問い合わせ


著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント