
【A6061曲げ加工】クラック防止の技術と成功事例|上村製作所
ものづくりだより507号
おはようございます。株式会社上村製作所の上村昌也です。
今回は、A6061 T6という高強度アルミ合金の曲げ加工について、
板厚2mmと4〜5mmの実際の事例をまとめてご紹介します。
【A6061 T6とは?特徴と加工の難しさ】
A6061 T6は軽量かつ高強度な6000系アルミ合金で、航空機器や自動車部品などに使われます。
耐食性も優れる一方、強度が高いため曲げ加工ではひび割れや精度低下が起こりやすいのが特徴です。
そのため、板厚ごとの最適条件と熟練技術が不可欠です。
今回はお客様からの問題解決をどの様にして解決していったかを順を追って解説していきます。
【板厚2mm 薄板曲げ加工の失敗事例と成功事例】
A6061 T6薄板の曲げクラック事例。条件が適切でないと端部から微細クラックが連鎖的に発生します。

A6061 T6板厚2mmの曲げ加工。独自ノウハウでクラック発生を防止し、高精度な仕上がりを実現。
お客様の課題
- 薄板2mmで軽量化と強度を両立したい
- 地元業者では「対応不可」と断られた(クラックが入るから曲げれない)
- 寸法精度±0.3mmの保証が必要
- 外観品質(半導体部品レベル)の維持
当社の解決策
- 遠方対応:CADデータ+試作サンプルを迅速送付
- 専用金型を流用してクラックゼロの曲げ加工を実現
- 板厚2mm専用の曲げ条件を最適化
- 表面保護フィルム+工程管理で美しい外観を確保
成果
- 寸法精度±0.3mmを達成
- 外観不良ゼロで納品
- 「他社でできなかった加工を実現」と高評価
【板厚4〜5mm 曲げ失敗事例と成功事例】
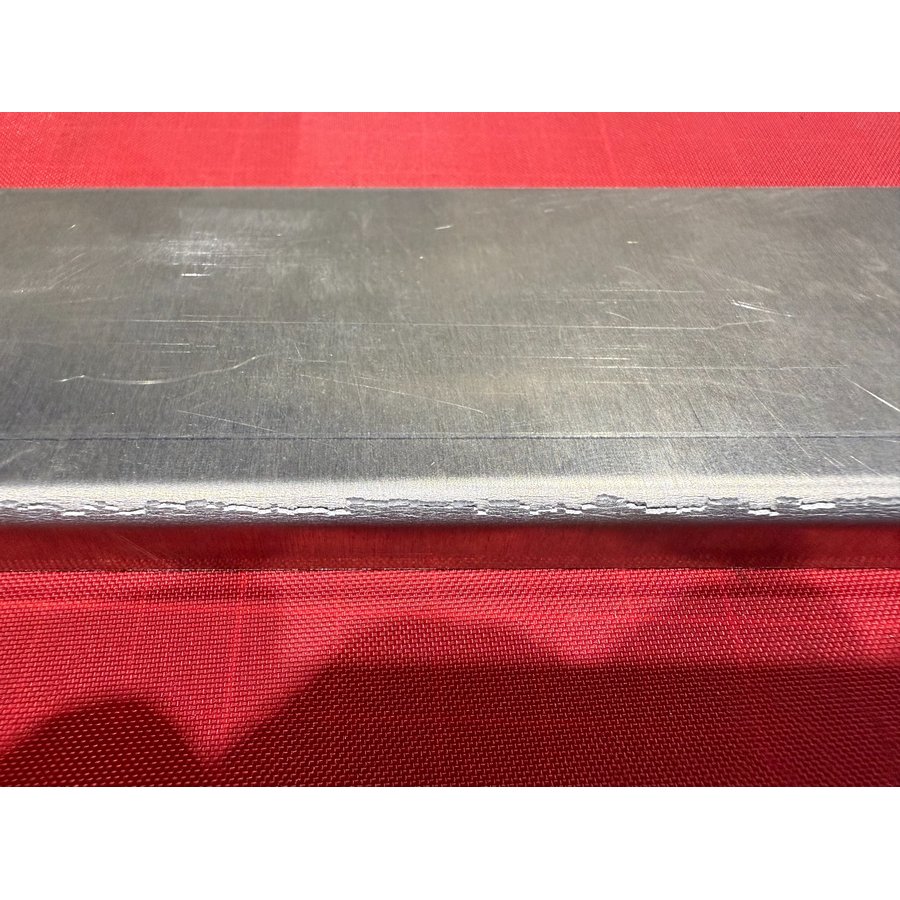
今回の試験では、長さ300mm、板厚4mmのA6061T-6材を用い、内R5と内R6で曲げ加工を
行いました。 結果は、内R5ではクラックが数カ所発生しましたが、内R6ではクラックなく
健全な曲げ加工ができました。
JISアルミニウムハンドブックでは、板厚3.2mmで2.5×t(板厚)、4.8mmで3tが推奨されており、4mmの場合は中間の2.8t、すなわちR11.2が目安となります。
しかし、実際にはR11.2のような大きなRを使用すると、下型ダイ幅も大きくなり、
立ち上がり寸法が短い場合には曲げ加工ができない場合があります。 そのため、ギリギリのところを狙って曲げ工程を行う必要があります。

A6061-T6 4mmの板曲げです。条件が合わないと簡単にクラックが入ります。

A6061T6曲げの条件はかなり厳しい

板厚5mmの曲げ加工。独自ノウハウでひび割れを未然に防止。
特徴と難しさ
板厚が増すと強度がさらに高まり、曲げ加工ではクラックリスクが顕著になります。
条件設定を誤ると材料ロスや品質不良につながります。
当社の強み
- 航空機器部品で培ったノウハウによる曲げ条件最適化
- 板厚5mmまでの曲げ加工実績多数(板厚4mmは2000mmまでの曲げ実績あり)
FAQ(よくある質問)
Q. A6061 T6の曲げ加工でクラックが発生しやすいのはなぜですか?
A6061 T6は熱処理により高強度化された合金で、延性が低くなるため曲げ時にひび割れが発生しやすいです。板厚や曲げRを最適化することで防止できます。
Q. 薄板2mmの曲げ加工で注意すべきポイントは?
寸法精度と外観品質が厳しく要求されるため、専用条件の設定と表面保護が必須です。当社では±0.3mmの精度保証と外観不良ゼロを実現しています。
Q. 板厚4〜5mmのA6061 T6を曲げる場合のコツは?
一般的な推奨曲げRよりも小さなRで加工が必要になる場合があります。内R6前後を狙うなど、実績に基づいた条件最適化が不可欠です。
Q. 他社で断られた案件でも対応できますか?
はい。当社は「他社では不可能」とされた案件に数多く対応してきました。試作サンプルや専用金型を駆使して難易度の高い加工を実現します。
Q. TIG溶接まで含めた一貫加工は可能ですか?
可能です。A6061の曲げ加工からTIG溶接まで一貫対応し、強度と美観を両立した部品製作を提供しています。
【まとめ】A6061 T6曲げ加工のポイント
A6061 T6は強度が高く、板厚に応じた条件設定が欠かせない難加工材です。今回の試験では、内R6で曲げることでクラックの発生を回避できましたが、これは一例に過ぎません。
実際の曲げ加工では、板厚・曲げR・ロール目などを総合的に考慮し、最適な条件を設定する必要があります。
上村製作所では、板厚2mmの薄板から5mmの厚板まで、クラック防止と高精度を両立する曲げ加工技術を確立しています。
「他社で断られた」難しい案件も、ぜひご相談ください。
「他社では断られた」「難しいとされている」――
そんな案件ほど、ぜひ当社にお任せください。
現場の課題を一緒に解決していきましょう。
※お気軽にお問い合わせください


スマホでQRを読み取って、LINEからも簡単にご相談いただけます
075-982-2931
板金加工に精通、溶接管理技術者1級がご対応します
著作権及び免責事項
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
#アルミ溶接 #修理 #アルミフレーム溶接 #少人数板金 #京都板金
コメント