
突然ですが――AF計を付けようとして、「フロントパイプに穴を開けて大丈夫なのか」と不安になったことはありませんか。
排気系は熱・振動・漏れの影響が大きく、施工の仕方次第で愛車の寿命が変わります。
「外側のビードが綺麗ならOK」ではなく、見えない裏側の品質こそが長期使用の明暗を分けます。
ものづくりだより 522 号(製作事例)
おはようございます。株式会社上村製作所の上村昌也です。
今回お伝えするのは、ランサーエボリューション6のフロントパイプへのAF計センサー取付ボス溶接の事例です。
「穴あけの精度」「入熱管理」「バックシールド(裏面の酸化抑制)」という3つの工程が、
愛車の排気系を長く健全に保つためにどう機能するのか、現場の記録として整理します。
📌 この記事でわかること
- AF計ボス溶接で不安になりやすい点と、その原因(排気系の失敗パターン)
- 穴あけ→仮付け→TIG→バックシールドの施工手順と、各工程で押さえるポイント
- 「外観のビード」だけでなく、見えない裏側の品質が愛車の寿命を決める理由
- 中古フロントパイプへの対応可否と、施工前に確認が必要な項目
- ランエボ6実施工事例の詳細(位置決め→溶接→仕上げ確認の流れ)
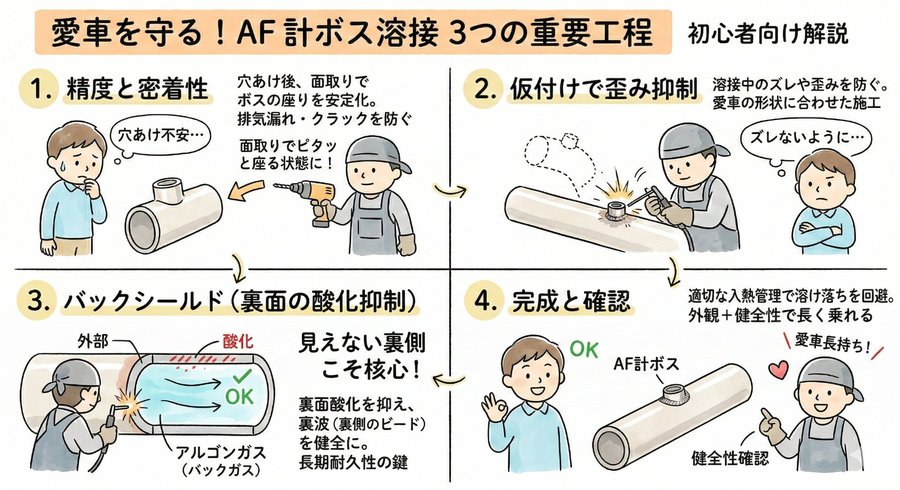
愛車を守るAF計ボス溶接の工程解説。穴あけ精度→仮付け→バックシールド(裏面酸化抑制)→健全性確認の流れで、見えない裏側の品質を担保します。
目次(クリックで開閉)
よくある悩み|AF計ボス追加で不安になりやすい点
AF計の取付は便利ですが、フロントパイプ側の加工は「後戻りできない加工」になりがちです。
愛車のパイプに穴を開ける、という作業への不安は自然なことです。
特に次のような心配が出やすいです。
- 穴あけ位置がずれて、センサーが干渉しないか
- 溶接の熱でパイプが歪み、排気漏れにつながらないか
- 裏側が酸化して、長期で腐食や割れの起点にならないか
- 薄肉のパイプで溶け落ちしないか
こうした不安は、「施工の仕組み」を知ることで整理できます。
原因|排気系で起きやすい失敗パターン
排気系は熱サイクルと振動が大きく、溶接部に負荷がかかりやすい部位です。
失敗の典型は、次のようなケースです。
- 穴加工の精度不足(面取り不足、当たり面が不均一)
- 仮付け不足(位置が動いて溶接中にズレる)
- 過入熱(薄肉で溶け落ち・変形、酸化が増える)
- バックシールド不足(裏面の酸化が進み、裏波が荒れる)
外側のビードが綺麗に見えても、裏側の品質が伴っていなければ、
熱サイクルと振動を繰り返す排気系では、いつかトラブルの起点になることがあります。
解決策|当社の施工手順(穴あけ→仮付→TIG→バックシールド)
当社では、現物確認のうえで条件を決め、以下の流れで施工します(案件により前後します)。
①取付位置の確認(干渉・配線・整備性)
センサーの突出・工具の入り・周辺部品との干渉を確認し、取付位置と角度を決めます。
愛車の構造によって最適な位置は変わるため、現物を見てから判断します。

周辺部品の干渉・工具の入り・配線取り回しを確認し、仮付けでズレと歪みを抑えます。
②穴あけ→面取り(密着性と溶け込みの安定)
穴あけ後、面取りと当たり面の整えを行い、ボスが安定して座る状態を作ります。
ここが甘いとビードが途切れたり、漏れリスクが上がります。
愛車のパイプは一本しかありませんので、慎重に進める工程です。
溶け込みとシール性を安定化。排気漏れやクラックのリスク低減につながります。
③仮付け(ズレ防止と歪み抑制)
仮付けで位置を固定し、溶接中のズレや歪みを抑えます。
パイプ形状や肉厚に応じて仮付け点数・順序を調整します。
④バックシールド(バックガス)で裏面を保護
TIG溶接は裏面も高温になるため、裏側が空気に触れると酸化が進みやすくなります。
パイプ内にバックガス(アルゴン)を流し、裏面の酸化を抑えた状態で施工します。
これが「見えない品質」の核心です。
⑤TIG溶接(入熱管理:溶け落ち・過熱を避ける)
ボス周りは熱が集中しやすいので、母材状態と肉厚を見て溶接条件(電流・速度・溶加材)を調整します。
「見た目のビード」だけでなく、長期使用に耐える健全性を意識して施工します。

入熱管理と合わせて、排気系部品として必要な健全性と長期耐久性を担保します。
⑥仕上げ・確認
外観、ビードの連続性、周辺の熱影響の状態を確認します。
用途や条件により、追加確認(漏れ確認等)も検討します。
事例|ランサーエボリューション6 フロントパイプへのAF計取付ボス
ホームページからのお問い合わせで、
「ランサーエボリューション6のフロントパイプに、AF計(空燃比計)センサー取付用ボスを追加したい」
というご依頼をいただきました。
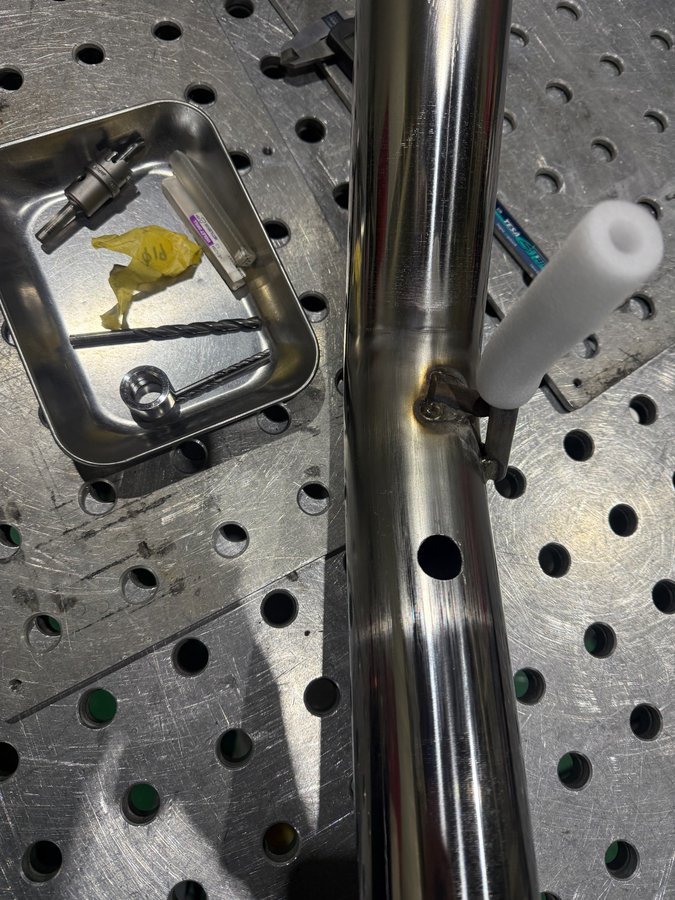
フロントパイプに対して穴あけ→ボス仮付け→TIG溶接を実施。
パイプ内はバックシールド(バックガス)を流し、裏面が酸化しにくい条件で施工しています。
裏側はパイプの奥で直接見えにくい箇所ですが、長く愛用される前提の部品ですので、
溶接管理技術者の観点で「施工の再現性」と「健全性」を重視して作業しました。
見えない裏側こそが、愛車の排気系を長く支える部分です。

ビードの連続性・止端のなじみ・溶け込み状態を確認。排気漏れを防ぐ仕上げへ。
関連記事(排気管・マフラーの溶接補修/加工事例)
アルファロメオ156V6の排気管を溶接修理!学生メカニックの愛車を蘇らせる
【メルカリ購入品も対応!SUVマフラーの破損をプロの溶接で再生】
【バイクのマフラー径違いトラブル解決!プロの板金加工・溶接技術で実現】
よくある質問(FAQ)
Q1. AF計(空燃比計)用のボス溶接で、なぜバックシールドが重要なのですか?
TIG溶接は裏面も高温になります。裏側が空気に触れると酸化が進み、裏面が荒れて健全性低下につながる可能性があります。
バックシールドで裏面をアルゴン等で保護し、酸化を抑えた状態で溶接するのが基本的な考え方です。
愛車の排気系を長く使うためには、外側だけでなく裏側の品質が重要です。
Q2. すでに使っているフロントパイプ(中古)でもボスの追加は可能ですか?
可能なケースが多いです。ただし、汚れ・酸化皮膜・肉厚状態により施工条件が変わります。
溶接前の清掃・下処理、穴加工の精度、入熱管理を含めて現物確認のうえで対応します。
Q3. 排気漏れを防ぐために、施工で特に気をつけるポイントは何ですか?
①穴あけ位置と角度の精度、②面取りと当たり面の密着、③仮付けでの歪み抑制、
④適切な溶け込み(過入熱・溶け落ち防止)、⑤必要に応じたバックシールド、が重要です。
最終的に外観とビードの連続性を確認し、条件により漏れ確認も検討します。
Q4. センサー取付ボスの持ち込み(支給)にも対応できますか?
対応可能です。ねじ規格(例:一般的なM18×1.5等)や形状、取付スペースを事前に確認します。
写真や寸法があるとスムーズです。
まとめ|見えない裏側の品質が、愛車の寿命を守る
AF計ボス溶接で大切なのは、外観のビードの美しさだけではありません。
穴あけの精度・入熱管理・バックシールドという3つの工程が、
愛車の排気系を長く健全に保つための土台になります。
排気系は熱と振動にさらされ続ける部位です。
見えない裏側の品質が、愛車の寿命を静かに支えています。
施工の判断に迷うことがあれば、気軽にご相談いただければ幸いです。
著作権及び免責事項
本記事は、実際のご相談・製作事例をもとに、一般的な技術情報として整理したものです。
形状・材質・使用条件により最適条件は変わります。個別案件は現物確認のうえでご提案します。
安全対策(換気・保護具等)を徹底のうえ、必要に応じて専門家へご相談ください。
当サイトの著作物・知的財産は上村昌也に帰属します(無断転載禁止)。
排気系の加工・溶接は、熱と振動の影響が大きい部位です。
「この位置で付く?」「漏れは大丈夫?」「裏面の酸化が心配」など、
もし気になることがあれば、気軽にご相談ください。
- 現状写真(全体+取付予定部アップ)
- 車種・年式・パイプ材質(不明なら推定でもOK)
- 困っていること・やりたいこと(ざっくりでも大丈夫です)
※内容によっては、加工依頼(見積)へそのまま移行可能です


スマホでQRを読み取り、LINEから写真・状況を送っていただけます
075-982-2931
溶接管理技術者1級
保有資格IIW IWP
営業時間:08:30〜17:30(土・日曜日・祝日休業)
#ランエボ6 #AF計 #空燃比計 #TIG溶接 #バックシールド
コメント