
【事例】ランサーエボリューションX用フロントディスクブレーキエアーダクト用パイプ取り付け
ものづくりだより513号
おはようございます。株式会社上村製作所の溶接管理技術者、上村昌也です。
【ご依頼内容】
ホームページからの問合せで「ランサーエボリューションXフロントディスクブレーキエアーダクト取付パイプを溶接してほしい」とのご依頼をいただきました。
お客様はご自身でステンレスパイプをカバーに取り付けられるように、カバーの形状に沿って隙間なく仕上げておられました。
「溶接だけお願いしたい」とのことでしたが、詳細に確認するとパイプはステンレス、カバーはメッキ+塗装仕上げの鋼板(板厚1.0mm)という構成でした。
塗装の下地にはおそらく溶融亜鉛メッキ鋼板が使用されています。薄板でかつ異材接合となるため、溶接条件の見極めと前処理が非常に重要です。
【溶接のポイント】
TIG溶接のような精密溶接では、下地処理が品質を左右します。今回は以下の手順で実施しました。
① 前処理:
塗装およびメッキ層をサンドペーパーで剥がします。素材が薄いため、削り過ぎないよう慎重に研磨します。
② 溶接前洗浄:
パーツクリーナーで溶接部周辺を脱脂し、油分や汚れを完全に除去します。
③ 溶接:
パイプ内部にシールドを施し、バックガスを流してステンレス裏面の酸化を防止。
異材継手用のTG-S309L溶加棒を使用し、電流を低めに安定させながら丁寧にTIG溶接を実施しました。
④ 仕上げ:
溶接後はワイヤブラシで焼けを完全に除去。酸化膜を残さないことで、割れや腐食を防ぎます。
【作業風景】

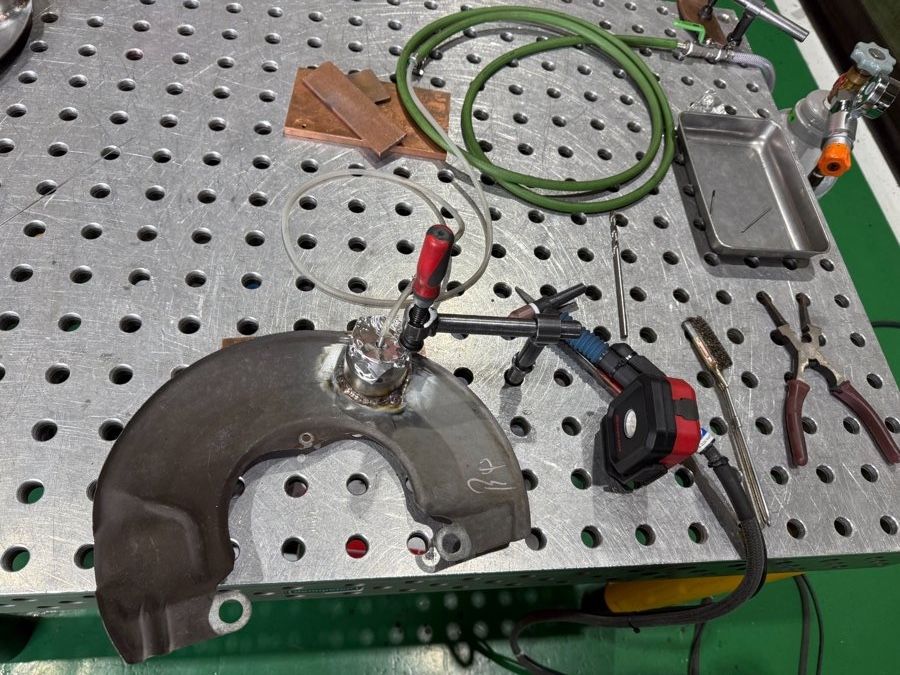
TIG溶接前の治具セットアップ。位置精度を確保するため、各部をマーキングして確認を行う。
TIG溶接作業中の様子。溶接部にはバックガスを流し、酸化防止と高品質ビード形成を両立。

TIG溶接後の完成品。左右とも均一な溶け込みと仕上げで、高い精度を実現。
【お客様の声】
京都府 大橋様
いつもお世話になっております。先日はありがとうございました。
本日、取り付けができましたので写真を送信させて頂きます。
ダクトはまだ装着しておりませんが、その方が分かりやすい画像だと思います。



▶関連記事(ランサーエボリューションX ブレーキダクト溶接の関連技術)
【よくあるご質問(FAQ)】
Q. ステンレスと亜鉛メッキを施された溶接についての注意点を教えて下さい。
文献を見ましても明確な答えは記載されていませんが、一説によりますと、溶融亜鉛が粒界に侵入して固相状態の合金の原子間結合力を低下させると書かれています。
オーステナイト系ステンレスは非常に脆化感受性が高いため、十分な注意が必要とも記載されています。(参考:ステンレストラブル事例集)
過去には重大な事故も報告されています。
Q. ステンレスと鋼の溶接に使う溶加棒の種類を教えて下さい。
SUS304と軟鋼をTIG溶接する場合は、TG-S309Lを使用します。309でも問題ありません。
異材接合では、耐食性・熱膨張差を考慮した溶加棒選定が重要です。
Q. バックガスは流すのですか?
はい。ステンレスの裏側に酸化物が生成されると、割れや腐食の原因になります。
これを防ぐために、アルゴンガスを裏面に流し、酸化防止を行います。
Q. 溶接部をワイヤブラシで擦るのはなぜですか?
溶接焼けを放置すると、酸化膜の影響で割れや腐食が発生する場合があります。
見た目がきれいでも焼け取りを怠ると長期的なトラブルにつながるため、ワイヤブラシでしっかり除去します。
▼ LINEからも簡単にご相談いただけます!


本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
#ステンレス溶接 #異材接合 #ランサーエボリューションX #京都板金 #TIG溶接
コメント