
【統合版】チタン溶接の欠陥対策まとめ|割れ防止・テンパーカラー・シールド管理の実践手順
ものづくりだより510号
おはようございます溶接管理技術者の上村昌也です。
今回は、チタン溶接の難しさと高品質溶接を実現するためのポイントについて解説します。
【チタン溶接の種類】
チタン溶接は、主にTIG溶接で行われますが、レーザー、電子ビーム、半自動溶接も可能です。弊社はチタン溶接に関しましてはTIG溶接のみ行っています。
【チタン溶接の難しさ】
ステンレスやアルミ溶接とは異なり、チタン溶接は、高度な技術と細心の注意が求められる作業です。チタンは高温で大気中の酸素や窒素と反応しやすく、酸化物は製品の品質を著しく低下させる可能性があります。この記事では、高品質なチタン溶接を実現するための重要なポイントを、溶接管理技術者の視点から解説します。重要なのはチタンは高温時に大気と触れるとコンタミネーション(酸化)が発生する事です。まずは失敗事例を紹介します。
【チタン溶接の失敗事例】
TB340シャフトとフランジの溶接事例です。円周溶接はシールドが難しく今回のケースではバックシールドができないのでコンタミネーションの発生率は非常に高い形状でした。そのためアフターシールドとトーチシールドのみで対応しましたがアフターシールドのジグが悪くコンタミネーションが発生してしまいました。
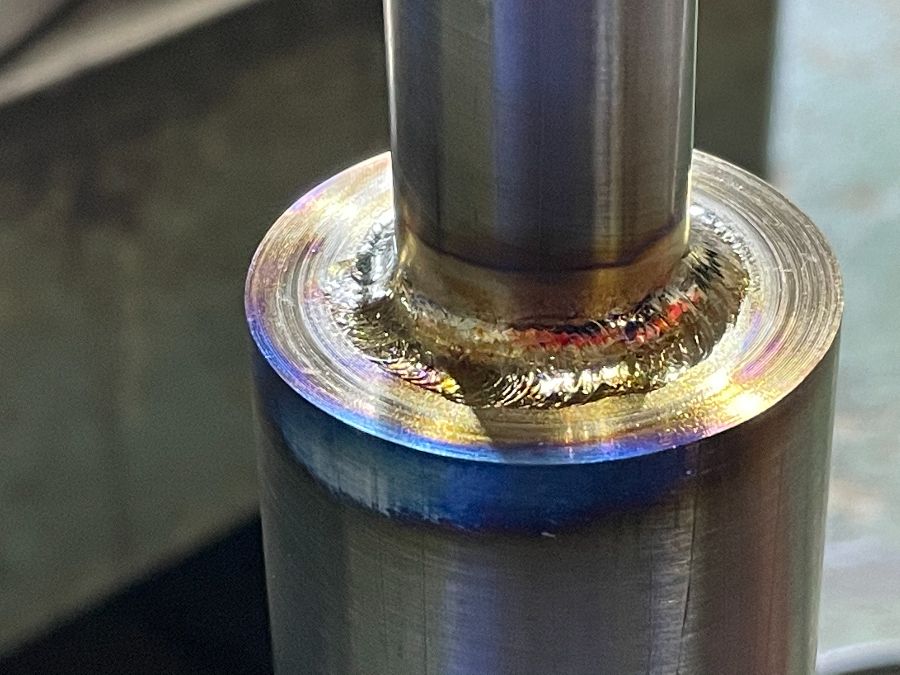
トーチ角度とアフターシールド不良でコンタミが発生
【チタン溶接治具3つのシールド装置】
- トーチシールド装置: 溶接金属の表面および溶接金属近傍を大気から遮断し、酸化を防ぎます。
- アフターシールド装置: 高温になった溶接部および熱影響部が空気に触れて酸化するのを防ぐため、450℃以下になるまで冷却します。
- バックシールド装置: ルート間隔が大きものや裏波溶接に必要で、酸化防止のために使用します。
これらの装置には、およそアルゴンガスをトーチガス20L/min アフターシールドガス15L/min バックガス6〜8L/min 前後流し込みます。

以前使っていたTIG用治具
【酸化対策の重要性】
チタン溶接において最も警戒すべきは、酸化による品質低下です。
- チタンは高温下で大気との親和性が高く、容易に酸化反応を起こします。
- 酸化物は硬くてもろいため、割れ等の欠陥に繋がります。
- 溶接時の酸化を防ぐため、アフターシールドガスによる冷却が不可欠です。
【高品質溶接実現のための要領】
▶︎円周溶接時のトーチ角度に注意し、酸化を防ぎます。
▶︎もしコンタミが発生した場合でも、ワイヤーブラシでコンタミ部分を擦って除去は絶対NGです。
▶︎溶接シールドガスとアフターシールドガスを適切に管理し、酸化を徹底的に防止しましょう。
▶︎板金物やバックガスが流せる場合は忘れずに流しましょう。
【成功事例】
チタン溶接は、高度な技術と丁寧な作業が求められます。適切な工法とパラメーターの選定、徹底した酸化対策、そして厳格な検査体制があって初めて、高品質な製品が完成します。弊社の技術と経験は、お客様のビジネスに貢献できると確信しております。チタン溶接に関するご相談は、ぜひ弊社までお寄せください。

コンタミネーションなく綺麗に出来上がりました。

アフターシールドが出来た成功事例

突き合せ溶接でもシールドが出来ています
【溶接欠陥の判定】
溶接欠陥は、テンパーカラーと呼ばれる溶接金属の色の変化で判断します。銀、金、麦、紫、青であれば合格、青白、暗灰色、白、黄白は欠陥と判断されます。また、溶接金属の裏側を保護するバックシールドも重要です。
【よくある質問】チタンTIG溶接について
Q1. チタン薄物板金に角突き合せでTIG溶接を行ったところ溶接部が真っ白になりました。
A. トーチシールドガスの流量不足、バックガス忘れ、アフターシールドガス忘れ及び流量不足いずれかです。
Q2. 溶接外観試験の検査判定を教えてください。
A. 銀、金、麦、紫、青であれば合格、青白、暗灰色、白、黄白は欠陥と判断されます。発注先の方と相談してください。
Q3. チタン溶接部が白っぽくなったのでワイヤーブラシで擦りました。綺麗になりましたが問題ありませんね。
A. はい、問題大ありです。検査の方がわからないからといって擦ればいいものではありません。それはNG行為です。
Q4. 厚物でバックシールドができません。その場合どのようにして溶接されてますか?
A. やむを得ずシールドができない場合、ルート間隔がゼロのものではコンタミネーションが起きない条件であれば問題ないと考えています。
Q5.チタン溶接アルゴンガス流量を教えてください。
A. TIG溶接の場合トーチガス20L/min アフターシールドガス15L/min バックガス6〜8L/min 前後流しています。
治具の形状などにより流量が変わってきますので 参考としてください/p>
「他社では断られた」「難しいとされている」――
そんな案件ほど、ぜひ当社にお任せください。
現場の課題を一緒に解決していきましょう。
※お気軽にお問い合わせください


スマホでQRを読み取って、LINEからも簡単にご相談いただけます
075-982-2931
板金加工に精通、溶接管理技術者1級がご対応します
著作権及び免責事項
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
#アルミ溶接 #修理 #アルミフレーム溶接 #少人数板金 #京都板金
コメント