
アルミ溶接材料完全ガイド:用途別おすすめと注意点
アルミニウムおよびアルミニ合金の溶接材料
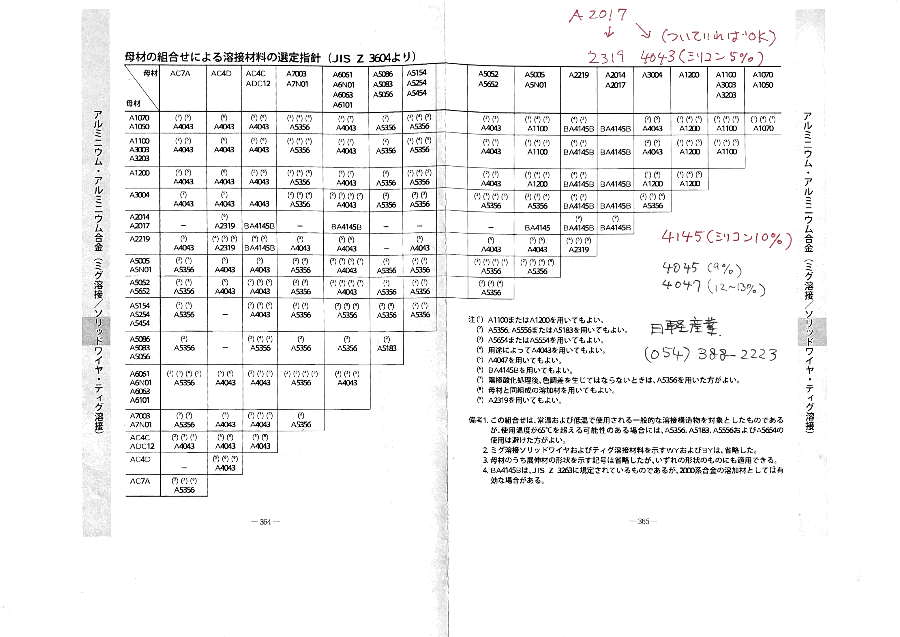
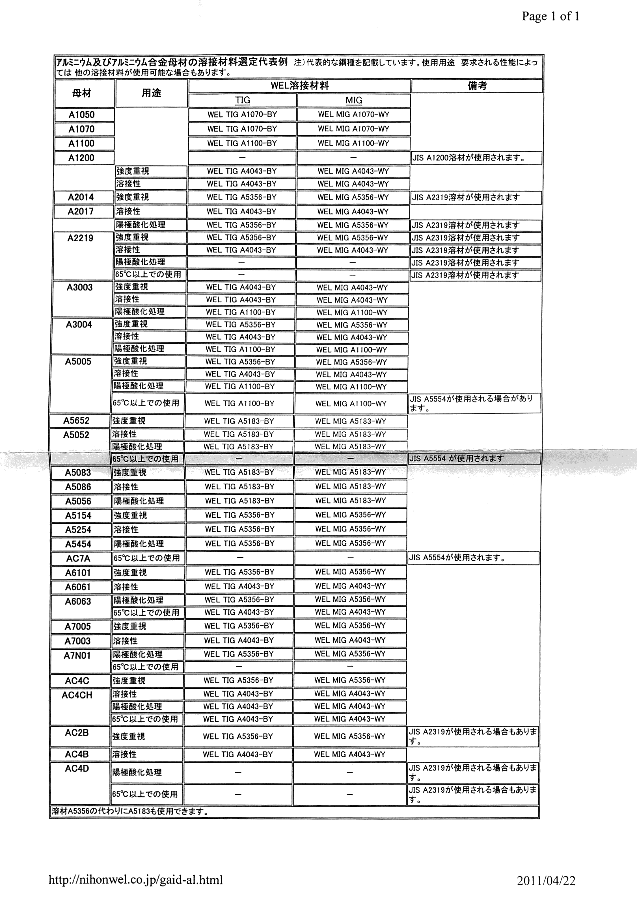
アルミニウム合金は、その軽量性、耐食性、加工性から、様々な分野で利用されています。溶接を行う際には、適切な溶接材料を選ぶことが重要です。ここでは、JIS Z 3604(アルミニウム合金溶接材料)の表も参考にしながら、アルミニウム合金の種類と溶接材料について解説します。
アルミ合金シリーズ目次
1000シリーズ(純アルミ:A1050/A1070/A1100)
学術メモ:純度99%前後。熱伝導率が非常に高く(約230W/mK)、延性・耐食性は良好だが強度は低い。酸化皮膜(Al2O3)は融点が高く、溶接前除去が必須。
溶接材料(JIS Z 3604):A1070/A1100系。薄板TIGに適性。
- 溶け込み不足対策:適正電流+トーチワーク広め、酸化皮膜の機械・化学除去。
- ブローホール対策:清浄度確保(脱脂→ブラッシング→直前溶接)、十分なシールド。
当社の対応:薄板小物・装飾部品のTIG溶接/曲げ量産試作。
曲げ0.5〜8mm、溶接0.5〜6mmまで。
2000シリーズ(Al-Cu系:A2017/A2024 等)
学術メモ:Cu添加により高強度(時効硬化)。一方で溶接割れ感受性と耐食性低下が課題。熱影響部(HAZ)の脆化・軟化に留意。
溶接材料(JIS Z 3604):A2319(Al-Cu系)、A4043/A4047(Al-Si系)を母材・用途で使い分け。
- 割れ対策:適度な予熱(案件別設定)、入熱管理、拘束低減治具。
- HAZ強度低下:設計時に継手位置を低応力域へ逃がす/補強板で分散。
- 腐食対策:後処理(塗装・表面処理)や異種材接触の電食対策を併用。
当社の対応:ジュラルミンの試作・小ロット溶接は条件設計+専用治具で対応。実機部品は用途・要求強度を確認し、最適な溶加材と工程を提案。
曲げ0.5〜3mm、溶接0.8〜50mm。
3000シリーズ(Al-Mn系:A3003 等)
学術メモ:非熱処理合金。純Alより高強度で成形性・耐食性良好。建材・内装に多い。
溶接材料:A5356/A4043(用途によりA4047A)。
- 歪み管理:薄板は入熱最小化・点付けピッチ最適化・逆歪み付与。
- 美観確保:酸化膜除去→直前溶接、清浄度とガス流量の安定化。
当社の対応:筐体・カバー等の板金溶接を短納期対応。曲げ0.5〜2mm、溶接0.5〜6mm。
4000シリーズ(Al-Si系:A4032 等)
学術メモ:Si添加で熱膨張・流動性・耐摩耗に優れる。鋳物や耐熱用途で採用。母材Si量が高いと脆化傾向に注意。
溶接材料:A4043(Al-Si5)、A4047(Al-Si12)を母材・肉盛り用途で選択。
- 割れ抑制:Si系溶加材で凝固割れリスクを低減。継手形状と開先角を適正化。
- 硬さ変化:後加工(タップ等)を見据え、局所硬化への配慮。
当社の対応:小ロットの補修・肉盛り・合せ加工に対応。曲げ実績無し、溶接実績ごく僅か。
5000シリーズ(Al-Mg系:A5052/A5083 等)
学術メモ:非熱処理合金で、耐食性・溶接性に優れる標準材。Mg量が高い材では応力腐食割れ(SCC)への配慮が必要。
溶接材料:A5356(Al-Mg5)、A5183(高強度用途)など。
- 黒スス対策:シールドガス・トーチ角度の最適化、前処理の徹底。
- 寸法精度:入熱管理+クランプ治具で歪み最小化。
当社の対応:A5052中心に薄板筐体から中厚板部品まで多数実績。曲げ0.5〜8mm、溶接0.5〜60mm。見栄え重視の案件も可。
6000シリーズ(Al-Mg-Si系:A6061/A6063 等)
学術メモ:熱処理合金。T6材は溶接で時効硬化が失われ、母材比60〜70%程度まで強度低下。割れ感受性は継手拘束・板厚・Rで変動。
溶接材料:A5356を基本。黒ずみ回避・割れ対策や肉盛りにはA4043/A4047を併用するケースも。
- クラック対策:内R拡大(目安 t×2.5以上)、予熱・後冷の管理、拘束低減。
- 歪み抑制:点付けピッチ細かく→対称配列→本溶接。パルス活用で入熱コントロール。
当社の対応:A6061-T6の薄板・中厚板(曲げ0.5〜6mm/溶接0.5〜6mm)を条件最適化+専用治具で高美観・高再現に仕上げ。
7000シリーズ(Al-Zn-Mg系:A7075 等)
学術メモ:最高強度クラス。時効硬化により引張強さは非常に高いが、熱影響での強度低下・割れ・SCC感受性が大きい。
溶接上の注意:構造用としての溶接は一般に不適。継手強度・信頼性の観点から推奨されない。
当社の方針:7000系の構造用溶接はお受けしていません。用途に応じて、設計変更や代替材(5000/6000系)への置換、機械加工にてご提案します。
まとめ
溶接材料の選択には、JIS Z 3604に示されている表を用いて組み合わせを適用しましょう。組み合わせを間違えると、溶接部に割れが発生したり、機械的強度が目標通りに出なかったり、耐食性が劣ったりするので注意が必要です。
アルミ溶接材料の選定はもちろん、曲げ・溶接・治具製作までまとめてお任せいただけます!
上村製作所では、A5052・A6061-T6などの難加工材にも対応し、最適条件設定から量産立ち上げまで一貫対応しています。
材料だけで終わらせず、「試作して形にするところまで外注化」することで、強度・精度・美観を高品質に仕上げます。
**アルミ溶接でお困りの方へ**
**試作1個から全国対応・小ロット・短納期でお手伝いします!**
曲げだけ、溶接だけの部分対応も可能ですので、まずはお気軽にご相談ください。
お問い合わせはこちら
▶︎LINE公式アカウントからのお問い合わせも可能です。
スマホでQRコードを読み取って簡単相談OK!


著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント