
ものづくりだより533号(製作事例)
おはようございます。株式会社上村製作所の上村昌也です。
旧車や廃盤車のエアコン配管は、部品供給が終了していることが多く、「新品交換ができない」という制約の中で、補修で再生を成立させる必要があります。
一方で、アルミの薄肉パイプ補修は、溶接そのものよりも「診断・前処理・検査工程の設計」が難易度を決めます。
本記事では、実際に起きた失敗事例と成功事例を比較し、設計・研究開発・品質保証の方が判断しやすいように、どこで差がついたのかを工程ベースで整理します。
お客様の悩み|廃盤部品のため交換できないエアコンパイプ
近年、旧車・廃盤車のアルミエアコンパイプ修理に関するお問い合わせが増えています。
背景は明快で、部品供給が終了しているため新品交換ができず、補修でなんとか使いたいというニーズがあるからです。
ただし、エアコン配管は薄肉で、フランジや分岐部など形状拘束も強く、溶接条件のわずかなズレが致命傷になります。
したがって、この領域は「溶接」だけで勝負が決まらず、内部状態の把握と、検査工程の組み立てが主戦場になります。
※当社では、冷媒ガスの取り扱い作業は行っておりません。配管単体(車両から取り外し済み)としてご相談ください。
失敗事例|フランジ内部のクラックが見抜けなかったケース
依頼品は昭和時代の自動車用エアコンパイプで、フランジとアルミパイプの接合部が破断していました。
パイプ径は8mm、内径6mm。極めて薄肉のため、全周TIG溶接を慎重に実施しました。
浸透探傷試験(PT)では一見問題がなく、気密も確保できているように見えました。
ところが、水圧試験でフランジ反対側からエア漏れが発生しました。
原因は、外観から見えないフランジ内部のクラック(内部欠陥)でした。
再溶接を試みましたが、先端がフレア形状で長さも短く、熱影響で母材が溶けやすい状態にあり、最終的にアルミろう付けでも損傷が拡大しました。
最終的にはスペア部品を入手し、2本を組み合わせて補修することになりました。
お客様には経緯をすべてご説明し、深くお詫び申し上げました。
この事例から学んだことは明確で、成功の鍵は「内部欠陥の早期発見」と「母材限界の見極め」にあるという点です。
成功事例|振動によるピンホールクラックをTIG溶接で修復
次の事例は、平成初期に製造されたお車のエアコンパイプです。
同じくフランジとパイプ接続部でガス漏れが疑われました。
目視では異常が見られませんでしたが、PTで微細なピンホールを確認しました。
振動によるクラックが進行していたと判断し、全周TIG溶接で再生しました。
溶接後は再度PTを実施し、問題なし。
さらに、バックシールドガスと精密な電流管理により、再発のない確実な修理が実現しました。
原因と解決策|失敗と成功の差は「前処理」と「検査工程」
補修溶接は「溶かせば直る」作業ではなく、“内部の見えないリスクをどう減らすか”が成否を分けます。
設計・研究所・品質保証の観点では、下記のように工程差分として整理すると判断しやすくなります。
特に重要なのは、溶接条件より先に「診断の解像度」を上げることです。
フランジ内部など、外観から見えない領域に欠陥が潜む場合、外側だけを直しても成立しません。
そのため、当社では「補修の可否」だけでなく、成立条件(検査の成立・母材限界・再発リスク)まで含めて判断します。
| 要素 | 失敗事例 | 成功事例 |
|---|---|---|
| 事前診断 | 目視+PT(外観中心) | 目視+PT+条件に応じた圧力評価 |
| 内部処理 | 未実施(内部欠陥の見落とし) | 内部洗浄+バックシールド |
| 溶接方法 | TIG+ろう付け併用(母材が限界) | TIG全周(電流・入熱を管理) |
| 結果 | フレア部溶融・再製作へ | 検査合格・再発なし |
まとめ|廃盤部品でも再生の可能性はある
今回の2つの事例は、いずれも新品が手に入らないアルミパイプという共通点がありました。
一方は再製作を要し、もう一方は完全修復に成功しました。
結論として、旧車部品の補修では初回での正確な診断と前処理が最重要です。
再発リスクを下げるためにも、早い段階で状態写真と条件を共有いただくことをおすすめします。

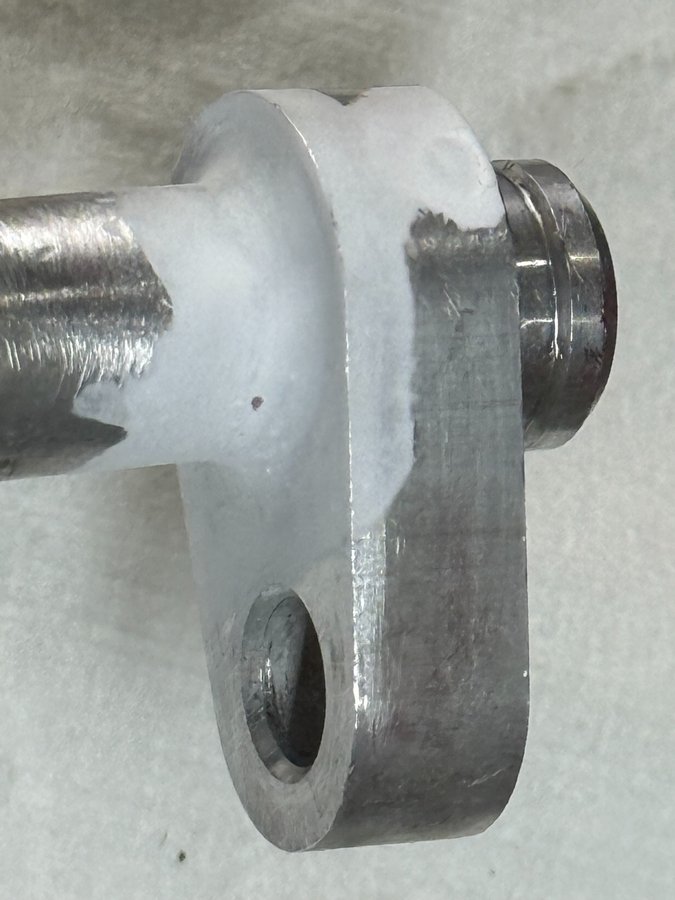
フランジ構造を持つ高圧側アルミ配管を治具固定した状態での溶接工程。位置ズレを抑えた安定した施工が分かります。

高圧側のパイプを最終的に失敗しました。表面のピンホールは修正したがフランジ内部が損傷していた

別件の自動車エアコン低圧パイプの漏れ試験
浸透探傷試験の結果ピンホールを発見

溶接後更に浸透探傷試験をして漏れがない事を確認できたエアコン低圧側パイプ
よくある質問(FAQ)
Q. 高圧用パイプ、低圧用パイプどちらも補修溶接はできますか?
低圧側パイプは、当社側での検査工程を組み立てやすいケースが多いです。
一方で高圧側は、当社設備では圧力条件の検査を満たせない場合があるため、要相談とさせていただきます(用途・要求条件・検査方法の合意が前提となります)。
Q. 他社で一度補修したパイプの再修理も可能ですか?
状態によりますが、再溶接や再製作のご相談も可能です。
破損部の写真をお送りいただければ、対応可否を診断いたします。
Q. 古い車でエアコンパイプの状態が良好とは言えません。
腐食が進んでいなければ補修で成立する場合があります。
ただし、金属疲労や内部腐食が深い場合は再製作をご提案する場合があります。
Q. パイプの黒くなった部分から漏れがあるようです。
腐食が進行している可能性があります。溶接入熱で別部位が破断する場合もあるため、状態確認のうえ補修可否を判断いたします。
Q. パイプ内部にオイルが混じっていますが溶接できますか?
可能です。ただしアルミ溶接は繊細なため、内部洗浄を徹底し、気泡・割れの発生を抑える工程を組みます。
Q. パイプから漏れがあるようですが、場所が特定できません。
PT等で漏れ箇所を検査します。条件により圧力評価を併用し、目視では分からない微細欠陥の特定を行います。
著作権及び免責事項
本記事は一般的な技術情報と現場知見に基づく解説です。最適条件は、材質・板厚・形状・拘束条件・要求品質・検査条件により変動します。安全対策(換気・保護具等)を徹底し、必要に応じて専門家へご相談ください。
当サイトの著作物・知的財産は上村昌也に帰属します(無断転載禁止)。
図面不足・仕様未確定でも大丈夫です。
「決める順番」を整理し、割れ・歪み・段取りの論点を見える化します。
- 現状写真(全体+溶接部アップ)
- 材質・板厚(不明なら推定でもOK)
- 困っている症状(漏れ/割れ/ピンホール等)
- 求める条件(気密・外観・耐久・コスト・納期の優先順位)
※内容によっては、加工依頼(見積)へそのまま移行可能です


スマホでQRを読み取り、LINEから写真・状況を送っていただけます
075-982-2931
溶接管理技術者1級
保有資格IIW IWP
コメント