
アルミ溶接の匠技|A5052 15mm厚ベースを歪みなく仕上げる予熱の極意
ものづくりだより209号
おはようございます。溶接管理技術者の上村昌也です。
【はじめに】
この記事では、A5052材、厚み15mmのアルミベースを溶接する際に、変形を最小限に抑える方法をご紹介します。機械加工屋さんからの依頼品であるため、仕上がり寸法を狂わせないように慎重な施工が求められます。さらにリピート品で頻繁に製作するため、毎回安定した品質を確保することが重要です。
【溶接のポイント】
アルミ溶接で変形を抑える最大のポイントは、適切な予熱です。十分な予熱を行うことで低い電流での溶接が可能になり、材料への熱影響を最小限に抑えられます。特に、仕上がり寸法が厳しい機械加工品の場合、予熱工程は欠かせない重要なステップです。
【溶接条件】
- 溶接電源:Panasonic YC-300BP4
- 出力電流:交流
- 交流周波数:200Hz
- 電流:200A
- シールドガス:He+Ar
- タングステン:純タン 3.2mm
- 溶加棒:A5356BY 2.4mm, 3.2mm
- 予熱:あり
【作業のコツ】
ワークサイズにもよりますが、少し予熱を加えることで低電流での溶接が可能になります。結果として、溶接時の変形を最小限に抑えることができます。寸法精度が求められる部品や機械加工品では、予熱の有無が仕上がり品質を大きく左右します。
【お客様へのメッセージ】
弊社はアルミ・チタン・ジュラルミンなど難加工材の溶接を得意とし、長年の経験と高い技術力で精度の高い製品を提供しています。試作から量産まで一貫対応が可能で、特に精密機械部品やリピート製作にも柔軟に対応いたします。
アルミ溶接や精密板金加工に関するご相談は、ぜひお気軽にお問い合わせください。
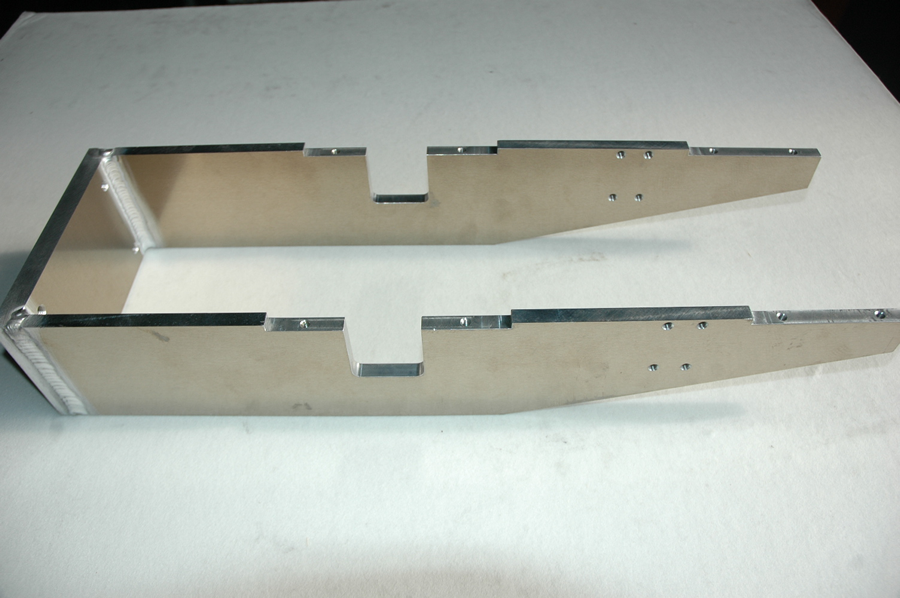
base
**小ロット・短納期でお手伝いします!**
まずはご相談ください。
▶︎ LINEはこちらからでも簡単にご相談いただけます!
スマホでQRコードを読み取って、すぐにご連絡いただけます。

[QRコード画像]

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止
コメント