
【高品質】アルミブラケットの特注製作!TIG溶接で歪みなく美しい仕上がり
【複雑なアルミブラケット製作も安心!歪みを抑えた美しい仕上がりをお届けします】
「こんなアルミブラケット、作れるかな?」
「溶接歪みが心配で、なかなか良い加工業者が見つからない…」
そんなお悩みをお持ちではありませんか?
当社では、高品質なアルミブラケットの特注製作を得意としています。特に、TIG溶接の技術には自信があり、お客様の「困った」を解決するお手伝いをしています。
今回ご紹介するのは、A5052材で製作したアルミブラケットです。サイズはW550mm、D500mm、H250mm、厚み60mmと、しっかりとした存在感がありますよね。このサイズのブラケットでも、溶接歪みを限りなく少なく、美しい仕上がりを実現するために、様々な工夫を凝らしています。
【なぜ歪みが少ないのか?プロの技術と徹底した品質管理】
「どうしてそんなにきれいにできるの?」と思われるかもしれませんね。その秘密は、当社の熟練した職人技と、細部にまでこだわった工程管理にあります。
-
*強度と安定性を両立する設計 ベース板に垂直に板を立てる際、裏側にはしっかりと強度を保持するためのリブを設けています。これにより、見た目の美しさだけでなく、機能性も兼ね備えた設計を実現しています。
-
*溶接歪み防止への徹底したこだわり 溶接作業で最も気を遣うのが「歪み」です。私たちは、溶接歪みを最小限に抑えるため、ベース板を治具でしっかりと固定し、さらに反対側には「捨てリブ」を取り付けました。この捨てリブが、溶接時の熱による変形を効果的に防いでくれるんです。
-
*200℃の丁寧な予熱 アルミ溶接では、適切な予熱が非常に重要です。このブラケットの製作では、じっくりと200℃まで予熱を行いました。時間はかかりますが、この丁寧な工程が溶接品質と歪み抑制に大きく貢献しています。
-
*確かな品質を支える3層盛り溶接 脚長20mmという指示がありましたので、強度と耐久性を確保するために3層盛り溶接を実施しました。これにより、見た目も美しく、かつ指示通りの強固な接合を実現しています。
これらの徹底した工程管理と職人の技術により、時間がかかった予熱も報われ、溶接歪みが非常に少ない高品質なアルミブラケットを完成させることができました。
【当社の溶接技術を支えるプロフェッショナルな設備と条件】
今回ご紹介したアルミブラケットの溶接には、以下の専門的な条件で作業を行いました。これらの詳細なデータも、当社の技術力の証です。
- 溶接機: Panasonic YC-500WX
- 交流電流: 380A
- 交流周波数: 70Hz
- シールドガス: Ar+He(アルゴンとヘリウムの混合ガス)
- タングステン: 純タングステン 4.8mm
- 溶加棒: 4.0mm
- 予熱温度: 200℃
これらの最適な溶接条件を設定することで、アルミの特性を最大限に引き出し、高品質な溶接を実現しています。
【機械加工からアルマイト処理まで一貫対応!】
溶接完了後、捨てリブを外し、精密な機械加工を施します。そして、最後にアルマイト処理を行うことで、表面の耐久性や耐食性を高め、美しい外観を長期間保つことができます。
設計から溶接、機械加工、そして表面処理まで、一貫して当社で対応できるため、お客様の手間を省き、スムーズな製品製作が可能です。
【なぜ当社を選ぶべきなのか?お客様のビジネスを加速させる理由】
当社が選ばれるのには理由があります。
-
*豊富な経験と専門知識 長年にわたり、様々な板金加工や溶接に携わってきました。ステンレス、アルミ、チタン、ジュラルミンといった多種多様な素材に対応し、お客様の幅広いニーズにお応えします。
-
*高品質と短納期を両立 独自の技術と効率的な生産体制で、品質を妥協することなく、お客様の納期に合わせた迅速な対応を心がけています。
-
*お客様に寄り添う提案力 単に加工するだけでなく、お客様の課題や要望を丁寧にヒアリングし、最適な加工方法やコスト削減につながる提案をさせていただきます。
-
*安心と信頼の実績 多くのお客様からリピートのご依頼をいただいており、その信頼が私たちの誇りです。
【まずはお気軽にご相談ください】
「こんな製品を作りたい」「この部分の溶接をお願いしたい」など、どんなご要望でも構いません。図面がなくても、イメージをお聞かせいただければ、経験豊富なスタッフが最適な方法をご提案いたします。
当社の技術力と品質に触れてみませんか?お問い合わせは、お電話またはお問い合わせフォームよりお気軽にどうぞ。お客様からのご連絡を心よりお待ちしております。
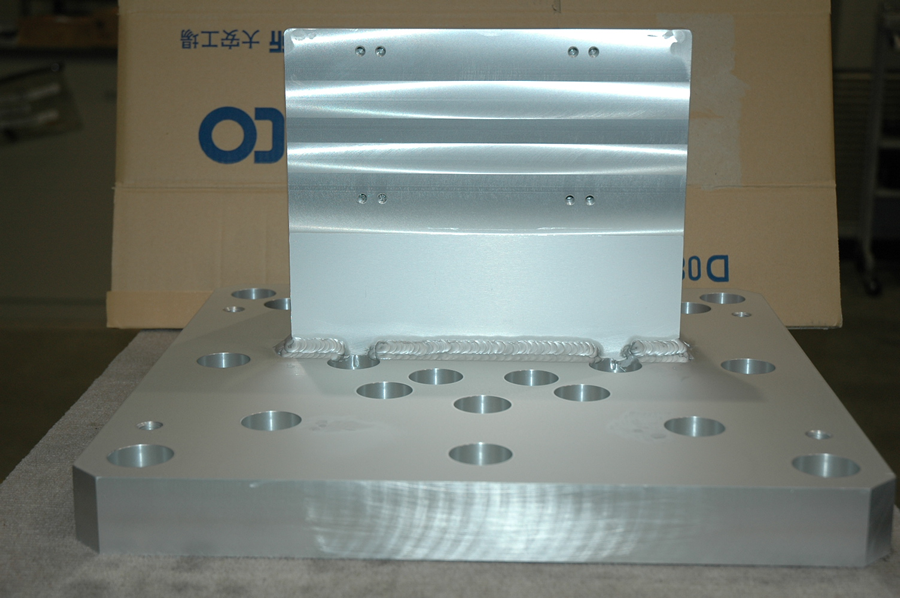
アルミ厚物溶接品です。溶接後機械加工を行ないAA6シルバー処理です。
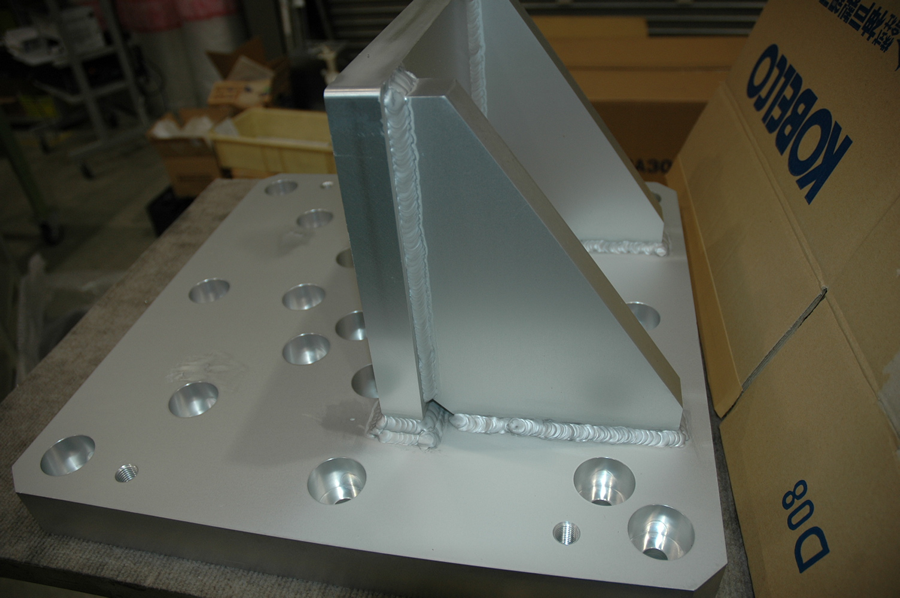
アルミ厚物溶接品を側面から写しました。
このページの内容と合わせて、参考になるおすすめコンテンツ
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
#アルミ溶接 #修理 #アルミフレーム溶接
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止