
溶接技術百科シリーズについて
株式会社上村製作所が運営する「溶接技術百科シリーズ」では、アルミ・チタン・ステンレス・ジュラルミンなど、主要金属の溶接に関する専門知識と、現場で役立つ実践ノウハウを体系的に解説しています。
航空宇宙・レーシング部品・研究開発試作など、高精度を要求される現場で培った実績をもとに、各材料の特性や品質管理のポイントをわかりやすく紹介します。
本記事では「タック溶接と仮付け溶接の違い」について、JISと国際規格(IIW・AWS)の視点から整理します。
1. 「仮付け溶接」と呼ばれていた時代
かつて日本の溶接現場では、部材を一時的に固定する作業を「仮付け溶接」と呼んでいました。
本溶接の前に位置を合わせるために軽く溶接しておく──いわば「仮止め」という感覚です。
10年以上前の研修会では「仮付けという言葉は印象が悪いので、今後はタック溶接と呼ぶように」と指導された例もあります。
仮付け=どうでもいい一時作業、という誤ったイメージが広まっていたのも事実です。
しかし実際には、この工程こそが溶接構造物の精度と品質を決定づける最初の関門です。
不適切な仮付けは歪み・割れ・融合不良の原因となり、本溶接後では修正が困難です。
つまり、タック溶接は「本溶接と同等に重要な溶接作業」なのです。
不適切な仮付けは歪み・割れ・融合不良の原因となり、本溶接後では修正が困難です。
つまり、タック溶接は「本溶接と同等に重要な溶接作業」なのです。
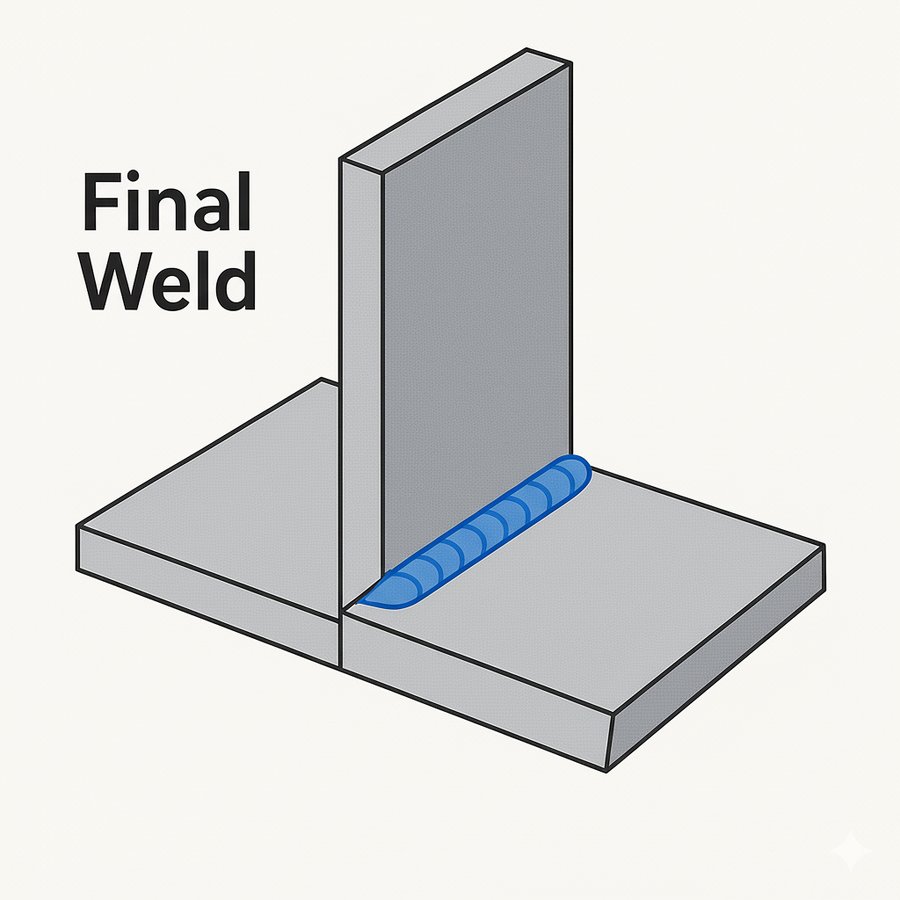
図2:T継手の本溶接。タック溶接で固定された位置を維持しながら、隅肉ビードで最終的に接合する。
(講習資料の趣旨:要旨)
タック溶接は、①部材の位置を確保し、②溶接中に開先・ルート間隔を正しく保つために用いられます。
ルート間隔の変化を防ぎ、割れを避けるため、タックビードは適切な長さと間隔で配置する必要があります。
高張力鋼では、硬化・割れを防ぐ観点から、タックビードの最小長さを40〜50mm程度とする考え方が講習で示されます。― 講習資料の要旨(社内教材として保管)
さらに、タック溶接は冷却速度が速く硬化しやすいため、材質によっては本溶接より30〜50℃高い予熱温度が必要とされています。
そのため資格者による施工が望ましく、本溶接と同等の品質管理が求められます。
2. JIS Z 3001-1(溶接用語)における『タック溶接』の定義
定義:本溶接の前に、定められた位置に母材を保持するための断続的な位置決めのための溶接。
― JIS Z 3001-1:2018より
- 時期: 本溶接の前に行われる準備工程
- 目的: 母材の保持とルート間隔の維持(強度を目的としない)
- 形態: 短いビードを一定間隔で配置する断続的施工
JISでは、タック溶接を「位置決めを目的とした一時的な固定溶接」として明確に定義しています。
注記として「従来は一時的溶接を含めて仮付溶接ともいわれていた」と記されており、現場の慣用表現「仮付け」との関係も整理されています。
3. 国際規格(IIW・AWS)における “Tack Weld” の考え方
ここでは、国際取引や英文仕様書で頻出する “Tack Weld” を、国際的に参照される代表例としてAWS(米国溶接協会)の用語定義(A3.0)から整理します。
また、IIW(International Institute of Welding)の教育・資格体系でも “Tack weld” は一般的に用いられる用語であり、設計・仕様書上はAWS等の定義に整合させて誤解を避けるのが実務的です。
“A weld made to hold the parts of a weldment in proper alignment until the final welds are made.”
(訳:最終的な溶接が行われるまで、構成部品を適切な位置合わせで保持するために行われる溶接)― AWS A3.0: Standard Welding Terms and Definitions
つまり、タック溶接は本溶接に統合される前提であり、単なる固定用ではなく最終的な継手の一部として扱われます。
タック部に欠陥(割れ・気孔・スラグ残り)があると、それがそのまま最終製品内部の欠陥となるため、国際標準の実務では本溶接のルートパスと同等の品質が要求されます。
Temporary Weld(テンポラリ溶接)との違い
AWSでは “Temporary Weld”(一時溶接)を別の概念として定義しています。
“A weld made to attach a piece or pieces to a weldment for temporary use in handling, shipping, or working on the weldment.”
(訳:取り扱いや輸送のために一時的に部品を取り付ける溶接)
“Tack Weld” は製品の一部として残る溶接、”Temporary Weld” は作業補助用で後に除去される溶接です。
この区別を明確にすることで、図面・仕様書上の誤解を防ぎ、国際的な整合性を保つことができます。
4. 技術者が押さえるべきポイント
- タック溶接は冷却速度が速く、割れ・硬化が起こりやすい
- 施工者は本溶接と同等の資格・技能を有することが望ましい
- 予熱が必要な材料は、本溶接より30〜50℃高く設定する
- ビード長さの目安:高張力鋼で40〜50mm程度
- タック後の清掃(スラグ・酸化膜除去)を徹底し、融合不良を防ぐ
- クレーター処理を行い、始端・終端を滑らかに整える
これらはすべて、本溶接に統合されるタック部が「最終製品の一部」として健全に機能するための基本条件です。
5. 設計・仕様書で誤解を防ぐ「書き分け」実務
大手企業・研究開発案件では、製作側の“現場判断”に依存させず、図面や仕様書で「タックの意味」を明示することが重要です。
特に “Tack weld” と “Temporary weld” を混同すると、除去の要否、品質管理、検査対象の範囲がズレて、品質不具合や手戻りにつながります。
仕様書・図面指示の記載例(考え方)
- タック(製品に残す/本溶接に統合):「Tack weld shall be fused into final weld. Defects not permitted.」など、最終継手に含まれる旨と欠陥禁止を明示します。
- テンポラリ(後で除去):「Temporary weld to be removed and ground flush after handling.」など、除去・研削・外観要求を明示します。
- 検査範囲:タックが最終継手に含まれる場合は、WPS/施工要領・VT/MT/PT等の対象範囲に含める前提で整合させます。
※実際の表現は契約仕様・社内標準・適用規格に合わせて調整してください(上記は誤解を減らすための考え方です)。
6. まとめ
タック溶接と仮付け溶接は、言葉こそ似ていますが、規格上の意味は異なります。
JISでは「位置決めのための断続的溶接」と定義され、国際標準の実務では「最終溶接の一部として統合される溶接」と明確に位置づけられています。
どちらの思想にも共通するのは、「タック溶接は単なる準備ではなく品質を決める工程である」という点です。
現場では、図面や仕様書に「タック」か「仮付け」か、どの意味で使っているのかを明示することが重要です。
呼び方の違いではなく、技術思想の共有こそが、誤解のない高品質なものづくりにつながります。
© 株式会社上村製作所 溶接技術百科シリーズ
(引用・転載は出典を明記の上ご利用ください)
【技術FAQ|仮付け溶接(タック溶接)の基準と管理】
Q. 道路橋で仮付け溶接を行う際の寸法基準はありますか?
鋼橋分野では、仮付け溶接の寸法目安として「長さ80mm以上」「すみ肉脚長4mm以上」といった考え方が文献上で言及されます。
ただし、これは案件・発注者仕様・版(改訂)によって条件が変わり得るため、適用時は必ず最新の発注仕様・適用規格に合わせてください。
極端に短いショートビードは割れや急冷の原因となるため避け、再溶融を考慮して施工します。
Q. 仮付け溶接はどのように管理すべきですか?
タック(仮付け)溶接も、本溶接に統合される場合は「最終製品の一部」として扱われます。
欠陥(割れ・スラグ巻込み・クレーター残り)が本溶接に持ち込まれないよう、再溶融性の確保と清掃(スラグ/酸化膜除去)が重要です。
Q. 仮付け溶接は誰が行うべきですか?
仮付け溶接も本溶接の一部とみなされるため、有資格溶接士(同一資格範囲内)が行うことが望まれます。
溶接条件・材料・電流・ワイヤ径を本溶接条件と整合させておくことが重要です。
Q. 管理上のポイントを教えてください。
- 板厚・材質・拘束条件に応じて、均一なビードを形成(短すぎるタックの禁止)
- 仮付け部の清掃・スラグ除去・クレーター削除を徹底
- 再溶融不足・割れの温床となる「ショートビード」を避ける
- 予熱が必要な材料では、急冷を避ける(必要に応じて本溶接より高めの予熱)
※参考:JIS Z 3001-1(溶接用語)、AWS A3.0(用語定義)、JWES教材(予熱の考え方)、鋼橋分野の公開論文(道路橋示方書条文の引用例)
▶関連記事(薄板・難加工技術)
【材料別 溶接技術百科】
免責事項:
本記事は一般的な技術情報と現場知見に基づく解説です。実際の最適条件は、材質・板厚・形状・拘束条件・要求品質・適用規格により変動します。
詳細は 「免責事項」 ページをご確認ください。
溶接に関するご相談はこちら
「強度を落とさず軽量化したい」「難易度の高い金属の溶接を任せたい」「英文仕様書で用語の整合が必要」などのお悩みがあれば、設計意図と適用規格に沿って整理し、成立条件からご提案します。
図面・要求品質(外観/寸法/NDT/気密など)が分かる範囲でご共有ください。
研究開発試作・設計検討段階でも大丈夫です。
「どの定義で指示するか」「品質管理の対象はどこまでか」を先に揃えるだけで、手戻りと不具合を減らせます。
※図面・写真があれば確認が早くなります


スマホでQRを読み取って、LINEからも簡単にご相談いただけます
075-982-2931
溶接管理技術者1級
保有資格IIW IWP
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止