
もくじ
【高品質な板金加工・溶接ならお任せください】
【お客様の課題を解決する、確かな板金加工・溶接技術】
- お客様の製品開発や製造において、以下のようなお悩みはありませんか?
- 高品質な仕上がりを求めるが、適切な加工業者が見つからない
- 特殊な素材(ステンレス、アルミ、チタン、ジュラルミン)の加工に対応できる会社が少ない
- 納期やコスト、品質のバランスが取れた提案が欲しい
- 試作から量産まで、一貫して任せられるパートナーを探している
当社は、長年の経験と確かな技術で、お客様のこれらの課題を解決に導きます。私たちは単なる加工業者ではなく、お客様のビジネスの成功を共に考え、最適なソリューションを提供するパートナーです。
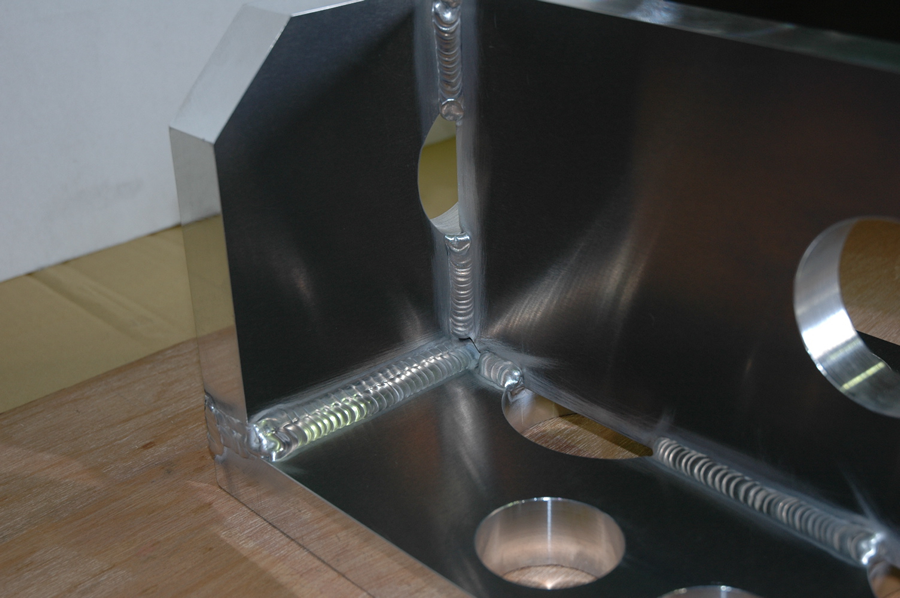
【精密な温度管理が鍵!アルミニウムA5052のTIG溶接事例】
- 今回ご紹介するのは、板厚50mmのアルミニウムA5052に対するTIG溶接事例です。この案件では、溶接後の機械加工を見据え、特に高品質な仕上がりと寸法精度が求められました。
- アルミニウム溶接において最も重要なポイントの一つが、適切な予熱温度の管理です。アルミニウムは熱伝導率が高く、予熱が不足すると溶接部に十分な熱が伝わらず、溶け込み不良や強度の低下に繋がることがあります。
- 当社では、規定の予熱温度まで厳密に温度管理を行い、安定した溶接品質を実現しました。これにより、目安となる溶接電流350Aで、深く均一な溶け込みを持つ溶接が可能となりました。
- 「電流値を上げすぎると掘れ込み(アンダーカット)が発生する」というアルミニウム溶接の特性を熟知しているからこそ、経験と技術に基づいた適切な予熱管理が非常に重要となります。予め母材温度を上げることで、過剰な電流値を避けつつ、高品質な溶接を実現しています。
- このように、私たちは素材の特性を深く理解し、それぞれの素材に最適な溶接条件と技術で、お客様の期待を超える品質を提供します。

【当社のアルミニウム溶接のこだわり:詳細な溶接条件】
- 高品質な溶接を実現するためには、経験豊富な職人の腕だけでなく、適切な設備と詳細な条件設定が不可欠です。今回のアルミニウムA5052のTIG溶接では、以下の条件で作業を行いました。
- 溶接電源:Panasonic YC-WX4 *安定したアークと高い操作性を誇る信頼性の高い溶接機を使用しています。
- 溶接電流:350A *適切な予熱管理により、最適な電流値で高品質な溶接を実現しています。
- 電極:純タングステン φ4.8mm *安定したアークを維持し、美しいビード形成を可能にする電極を選定しています。
- シールドガス:Ar+He 15L/min *アルミニウム溶接特有のポロシティ(気泡)発生を抑制し、深い溶け込みと高品質なビードを得るために、アルゴンとヘリウムの混合ガスを使用しています。
- 溶加棒:A5356-BY φ4.0 *母材の特性に合わせた最適な溶加棒を選定し、溶接部の強度と耐食性を確保しています。
- これらの詳細な条件設定と、それを正確に実行できる熟練の技術者が、当社の高品質な板金加工・溶接を支えています。
【選ばれる理由:当社の板金加工・溶接サービス】
- 豊富な実績と経験 *長年にわたり多様な業界のお客様からのご依頼を承り、様々な素材や形状の加工に対応してきました。
- 熟練の技術者による高品質な仕上がり *E-E-A-T(専門性、経験、権威性、信頼性)を兼ね備えた技術者が、お客様の期待を超える製品をお届けします。
- 特殊素材への対応力 *ステンレス、アルミ、チタン、ジュラルミンなど、一般的に加工が難しいとされる素材も、最適な方法で加工・溶接いたします。
- 最新設備と確かな技術の融合 *最新の設備を導入しつつ、職人の手による丁寧な仕上げで、お客様の細かな要望にも応えます。
- お客様に寄り添う提案力 *お客様の図面通りに加工するだけでなく、コスト削減や品質向上に繋がる提案も積極的に行います。
【お問い合わせから納品までの流れ】
-
- お問合わせ *まずはお電話またはお問い合わせフォームよりお気軽にご連絡ください。
-
- お打ち合わせ・ヒアリング *お客様のご要望や図面、納期などについて詳細にお伺いします。
-
- お見積り *ヒアリング内容に基づき、最適なお見積りをご提案します。
-
- 加工・溶接 *熟練の技術者が、細心の注意を払って丁寧に加工・溶接を行います。
-
- 検査・品質管理 *厳しい社内基準に基づき、徹底した検査を行い、高品質な製品をお届けします。
-
- 納品 *ご指定の場所へ製品を安全にお届けします。
【お気軽にご相談ください】
- 当社は、お客様の「困った」を「できた!」に変えるパートナーでありたいと考えています。板金加工や溶接に関するご相談がございましたら、どんな些細なことでも構いませんので、ぜひお気軽にお問い合わせください。
- お客様のビジネスに貢献できるよう、誠心誠意対応させていただきます。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
#アルミ溶接 #修理 #アルミフレーム溶接
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止