
もくじ
【もう業者選びで迷わない!高品質な板金加工・溶接をワンストップで実現】
【アルミニウム溶接の難題を解決!50mm厚もTIG溶接で精密加工】
- 「アルミニウムの厚板溶接、引き受けてくれるところが見つからない…」
- 「溶接後の歪みがひどくて、その後の加工に影響が出る…」
- 「特殊な材料の溶接って、本当にちゃんとできるの?」
もしあなたが今、このようなお悩みをお持ちなら、ぜひこの記事を読み進めてください。私たちは、長年の経験と専門知識で、お客様の「困った」を「できた!」に変える、精密板金加工と特殊溶接のエキスパートです。
【なぜアルミニウム溶接は難しいのか?その課題と解決策】
アルミニウム、特にA5052のような合金は、その特性から溶接が非常に難しいとされています。
- 熱伝導率が高い 熱がすぐに逃げてしまうため、適切な入熱管理が不可欠です。
- 酸化皮膜が厚い 表面にできる酸化皮膜は融点が高く、溶接を妨げます。
- 溶接部に欠陥ができやすい 溶接条件を誤ると、気泡や割れが発生しやすくなります。
これらの課題をクリアするためには、熟練の技術と緻密な溶接条件設定が求められます。私たちは、数々の難案件をクリアしてきた実績とノウハウで、高品質なアルミニウム溶接を実現します。
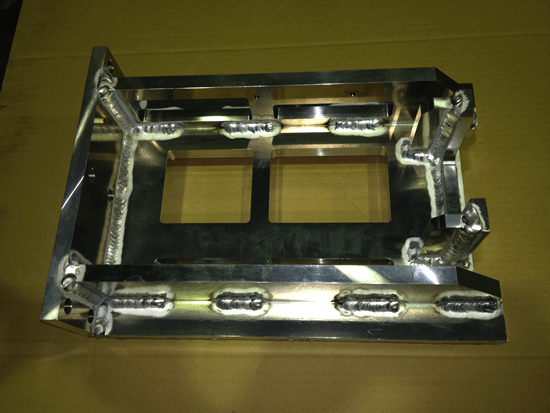
【50mm厚アルミニウム(A5052)のTIG溶接事例をご紹介】
今回ご紹介するのは、アルミニウムA5052、板厚50mmという非常に厚い材料へのTIG溶接事例です。全周すみ肉溶接を行い、後工程で機械加工が必要とされる高精度な仕上がりが求められました。
通常のアルミニウム溶接では、余熱温度の管理が非常に重要になります。しかし、この事例ではあえて余熱温度を低めに設定し、電流値を高めるという独自の工夫を凝らしました。これは、溶接部の品質を確保しつつ、後工程の機械加工への影響を最小限に抑えるためのものです。
具体的な溶接条件は以下の通りです。
- 溶接電源 Panasonic YC-WX4
- 溶接電流 450A
- 電極 純タングステン φ4.0mm
- シールドガス Ar+He 15L/min
- 溶加棒 A5356-BY φ4.0
この条件設定により、50mm厚のアルミニウムであっても、高品質で欠陥のない溶接を実現しました。溶接後の機械加工もスムーズに行われ、お客様にも大変ご満足いただけました。
【貴社のビジネスを加速させる!私たちの強み】
私たちはアルミニウムだけでなく、ステンレス、チタン、ジュラルミンなど、様々な特殊金属の板金加工と溶接に対応しています。
- 高度な技術力と豊富な経験 難易度の高い溶接や複雑な形状の加工も、安心してお任せください。
- 一貫生産体制 材料調達から加工、溶接、仕上げまで、ワンストップで対応可能です。
- 品質へのこだわり 徹底した品質管理体制で、お客様の期待を超える製品をお届けします。
- 柔軟な対応力 試作一点から量産、短納期案件まで、お客様のご要望に柔軟に対応いたします。
「こんな製品を作りたい」「この部分の加工が難しい」といった、どんな些細なことでも構いません。お客様の課題を丁寧にヒアリングし、最適なソリューションをご提案いたします。
【まずはご相談ください!「できる」を一緒に見つけましょう】
製品のアイデアはあるけれど、どこに相談すればいいか分からない。特殊な加工で断られてしまった。そんな時こそ、私たちにご連絡ください。熟練の職人が、お客様の期待を超える品質とスピードで、あなたのビジネスを力強くサポートいたします。
お問い合わせは、お電話またはお問い合わせフォームよりお気軽にどうぞ。経験豊富なスタッフが丁寧に対応させていただきます。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
#アルミ溶接 #修理 #アルミフレーム溶接
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止