
もくじ
【高品質アルミスポット溶接の秘密!A5052・2.0mm厚の精密加工事例】
【アルミ溶接の常識を覆す!高精度スポット溶接技術が導く新しいモノづくり】
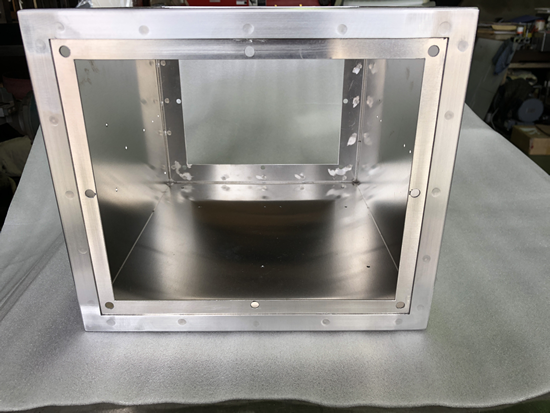
この度ご紹介するのは、板厚2.0mmのA5052アルミ材を使用した、高精度なスポット溶接・TIG溶接加工品です。一見するとシンプルな製品に見えるかもしれませんが、実は高度な技術と経験が凝縮されています。特に、アルミ材へのスポット溶接は、一般的な溶接機では困難とされていますが、当社独自の技術と設備でこれを克服しました。
【難題を解決する!複雑な形状への挑戦と高強度接合の実現】
この製品のワークサイズはW380mm、D390mm、H380mm、板厚2mm。ブランク材をベンダーで精密に曲げ加工し、接合箇所はTIG溶接で丁寧に仕上げました。特に難しかったのは、内張りの板を溶接する工程です。通常のスポット溶接では届きにくい「奥の深い部分」への接合が必要となり、熟練の技術と工夫が求められました。
当社では、偏心チップを駆使し、直流コンデンサー式スポット溶接機を用いてこの難題をクリア。その結果、見た目の美しさだけでなく、強度面でも全く問題のない高品質な溶接を実現しています。
【なぜ当社が選ばれるのか?アルミスポット溶接を可能にする独自の技術力】
一般的に、アルミ材へのスポット溶接は非常に難易度が高いとされています。特に、安定した強度と品質を確保するためには、直流コンデンサー式またはインバーター式の溶接機が必須です。交流溶接機では、アルミ特有の性質により、確実な接合が困難だからです。
当社では、この課題を解決するため、高性能な直流コンデンサー式溶接機を導入しています。これにより、確実で高品質なアルミスポット溶接が可能となり、お客様の多様なニーズにお応えすることができます。
【確かな品質を支える製造プロセスと溶接条件】
- 材料を精密に寸法加工し、製品の基礎を築きます。
- ベンダーによる正確な曲げ加工で、複雑な形状も再現します。
- 主要な接合箇所はTIG溶接で丁寧に接合し、強度と美しさを両立させます。
- 各部の仕上げ加工を施し、高品質な外観を追求します。
- 内張りをスポット溶接し、機能性と強度を確保します。
- 最終仕上げと完成検査を徹底し、万全の品質でお届けします。
今回の溶接には、Panasonic YC-300BP4溶接機を使用し、以下の条件で作業を行いました。
- 交流電流: 180A
- 交流周波数: 200Hz
- シールドガス: Ar(アルゴン)
- タングステン: 純タングステン 2.4mm
- 溶加棒: 1.6mm
これらの厳密な条件管理と、長年の経験に裏打ちされた技術力によって、安定した高品質な製品を生み出しています。
【ステンレス・アルミ・チタン・ジュラルミン加工はお任せください!】
当社は、アルミ材の加工だけでなく、ステンレス、チタン、ジュラルミンなど、様々な金属材料の板金加工および溶接に対応しています。お客様の「こんなものを作りたい」「こんな加工はできないか」といったご要望に、長年の経験と実績でお応えします。
設計段階からお客様と密に連携し、最適な加工方法をご提案いたします。品質、納期、コストのすべてにおいてご満足いただけるよう、私たちは常に最高の技術とサービスを提供することをお約束します。
【お問い合わせはこちらから!未来を共創するパートナーシップ】
当社は、お客様のビジネスを成功に導くパートナーとして、高品質な製品と信頼できる技術を提供いたします。板金加工や溶接でお困りのことがございましたら、どんな些細なことでもお気軽にご相談ください。お問い合わせは、お電話またはお問い合わせフォームより承っております。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
#アルミ溶接 #修理 #アルミフレーム溶接
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止