
もくじ
【アルミ板金加工のスペシャリスト!難題も解決する精密溶接技術】
【お客様の課題を解決する*精密板金加工・溶接の技術力】
当社は、お客様が抱える複雑な板金加工や溶接に関する課題を解決するため、日々技術を磨いています。特に、高い精度が求められる部品や、歪みを最小限に抑えたいというご要望に対し、これまでの経験と独自のノウハウを活かし、最適なソリューションを提供しています。
【事例紹介*歪みを徹底的に抑えたアルミベースフレーム】
今回は、特に高い品質が求められたアルミベースフレームの製作事例をご紹介します。 このベースフレームは、サイズがW=478mm D=290mm H=218mm、厚み20mmのアルミ(A5052)を使用し、TIG溶接にて接合しました。角ベース板20mmにL形アングル20mmを組み合わせた複雑な形状で、全周溶接を施しています。
【精密溶接の難しさ*歪みとの戦いと当社の工夫】
この製品の製作において、最も注意を払ったのは溶接による変形(歪み)の抑制です。特に背面には1mmの削り代しかなく、溶接時の熱影響による歪みが許されない非常にシビアな条件でした。
歪み防止のため、専用の治具を用いて材料をしっかりと固定しました。しかし、この治具がトーチの動きを妨げ、スムーズな溶接作業を困難にするという課題も生じました。そのため、一部ビードが不揃いな箇所も見受けられますが、これは**「歪み防止」という最優先事項を達成するためのやむを得ない選択**でした。治具がなければより均一なビードに仕上げることは可能ですが、お客様が求める品質を確保するためには、歪み防止を最優先する必要がありました。
【確かな品質を支える*徹底した溶接プロセスと条件】
この難易度の高い溶接を成功させるため、以下の手順で作業を進めました。
- 支給材の開先加工
- 厚み方向の溶接と正確な位置決め
- 歪み防止治具による材料の強固な拘束
- 適切な余熱(200℃)
- 全周溶接の実施
- リブ溶接後のサンダーによるビードカットと丁寧な検査
これらのプロセスに加え、以下の溶接条件を設定し、最適な仕上がりを実現しました。
- 溶接機:Panasonic YC-500WX4
- 交流電流:300A
- 交流周波数:70Hz
- シールドガス:Ar+He(高品質な仕上がりを実現)
- タングステン:純タングステン 4.0mm
- 溶加棒:2.4mm, 3.2mm, 4.0mm(最適なサイズを選択)
その結果、事前の想定よりも溶接歪みを大幅に少なく抑え、お客様にご満足いただける製品を製作することができました。
【お客様の「困った」を「できた!」に変える*当社の技術力】
今回のアルミベースフレームの事例のように、当社は単に加工を行うだけでなく、お客様の抱える**「こんなものが欲しい」「こんな課題を解決したい」**といった具体的なニーズに対し、長年の経験と高い技術力で真摯に向き合います。
精密な板金加工や難易度の高い溶接でお困りでしたら、ぜひ一度ご相談ください。貴社のビジネスに貢献できる最適な解決策をご提案いたします。
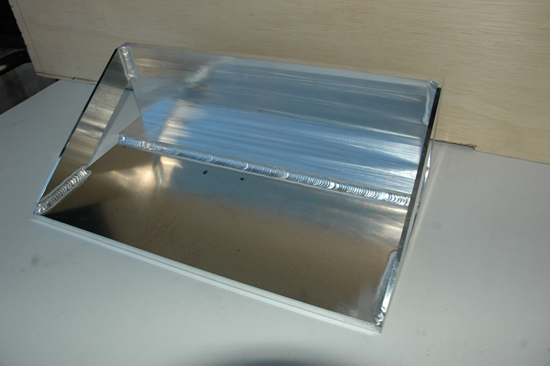
溶接歪も少なく出来ました。
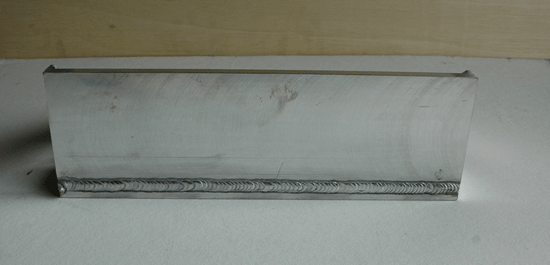
開先を取り溶接をしています。背面です。
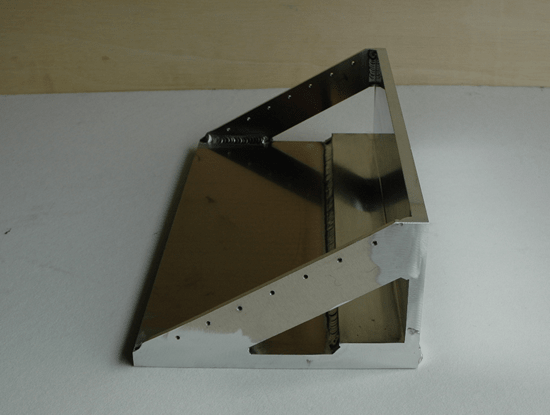
溶接部ビートカットしています。側面の様子。
株式会社上村製作所
[電話番号]075-982-2931
[お問い合わせはこちら]お問合せページへのリンク
[ホームページURL]https://www.kamimura.co.jp
#アルミ溶接 #修理 #アルミフレーム溶接
◎LINE公式アカウントからのお問い合わせ
![]()

著作権及び免責事項:
本記事の内容の詳細については、「免責事項」ページをご確認ください。
Copyright© 2025 KAMIMURA corporation All rights Reserved.
当サイトに関わるあらゆる著作物・知的財産は株式会社上村製作所 上村昌也に帰属します。無断転載禁止